

В современной промышленности контроль размеров осуществляется с помощью систем машинного зрения для проведения размерного контроля изготовленных деталей и других товаров. Здесь мы обсудим визуальные измерения для контроля размеров, их преимущества, а также технические аспекты систем визуального контроля.
Измерение размеров

Контроль размеров — это разновидность контроля внешнего вида изделий. Он играет важную роль в принятии решения о соответствии/несоответствии деталей или изделий спецификациям. Контроль размеров можно автоматизировать с помощью обработки изображений:
- Измерение максимальных/минимальных размеров деталей или изделий
- Измерение максимального/минимального/среднего внутреннего или внешнего диаметра или координат центра уплотнительных колец
- Измерение округлости или угла наклона кончиков металлических деталей
- Измерение положения кромок и этикеток
- Измерение ширины листовых/пленочных изделий
Измерение размеров является основой контроля, однако его внедрение было затруднено из-за больших затрат времени и усилий. С развитием автоматизации производства (ФА) измерение размеров с использованием обработки изображений получило всё большее распространение. На этой странице представлены основные принципы, преимущества и практическое применение измерения размеров с использованием обработки изображений.
Преимущества внедрения обработки изображений
Как правило, размеры деталей и изделий измеряются микрометрами или штангенциркулями, а также проверяются контрольными стендами для обеспечения точности. Измерения с использованием таких приборов, как микрометры или штангенциркули, неизбежно приводят к ошибкам, обусловленным индивидуальными особенностями рабочих и условиями измерений. Результаты проверки контрольными стендами могут быть использованы для оценки соответствия/несоответствия изделия допустимым значениям. Однако они не дают точных измеренных значений. К другим методам измерения размеров относятся оптические компараторы, системы измерения геометрических размеров и допусков (GD&T) и профильные измерительные системы, а также трёхмерные измерительные системы. К их недостаткам относятся необходимость ручного управления, высокая трудоёмкость и высокая стоимость.

Обработка изображений позволяет получать различные размеры из полученных изображений. На основе этих данных легко измерить размеры различных сечений деталей и изделий и оценить их соответствие допускам. Ещё одно преимущество заключается в возможности одновременного измерения углов или округлости окружностей с длинами различных сечений и сохранения полученных данных в виде числовых данных.
100%-ный контроль для предотвращения брака деталей
Контроль размеров с использованием различных измерительных систем и приспособлений, как правило, требует множества автономных процессов. Следовательно, 100% контроль требует значительных трудозатрат и затрат. С другой стороны, при выборочном контроле существует вероятность пропуска контроля или отсева бракованных деталей. Контроль размеров с использованием системы обработки изображений позволяет проводить измерения всех целевых размеров в потоке. Это обеспечивает стабильное качество продукции при одновременном снижении затрат.
Более быстрая проверка для повышения производительности
Встроенное измерение размеров деталей и изделий позволяет значительно сократить время контроля. Системы обработки изображений ускоряют контроль и способствуют повышению производительности.
Хранение и управление качественной информацией
Контроль размеров с помощью кондуктора не обеспечивает точных данных измерений. Он лишь проверяет, находится ли размер в пределах допуска. Контроль размеров с использованием обработки изображений позволяет получить не только результаты оценки «прошёл/не прошёл», но и числовые данные о точных размерах нескольких сечений, которые легко сохранять и обрабатывать. Эта информация также может быть эффективно использована для управления прослеживаемостью или улучшения процесса.
Основы измерения размеров: измерение, основанное на обнаружении краев
Измерение, основанное на обнаружении кромок, обычно используется для контроля размеров с использованием обработки изображений. В этом разделе объясняется разрешение пикселей, основы субпиксельной обработки и принцип обнаружения кромок, чтобы помочь понять этот процесс.
Связь между разрешением изображения и точностью
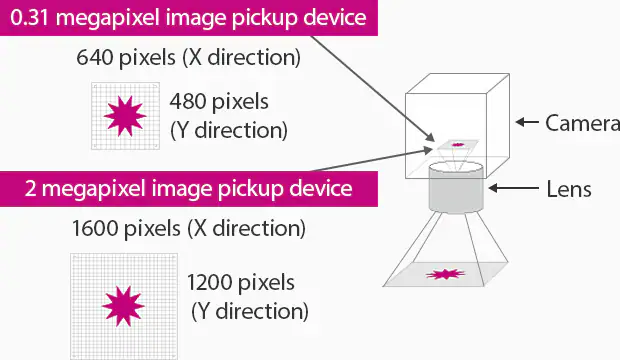
Устройство захвата изображения в системах машинного зрения состоит из массива пикселей. При измерении размеров можно рассчитать допуск на размер, исходя из количества пикселей и поля зрения. Важным фактором для расчёта является разрешение в пикселях, которое представляет собой фактическую длину, соответствующую одному пикселю устройства захвата изображения. Разрешение в пикселях можно рассчитать по следующей формуле:
Разрешение пикселей = Поле зрения в направлении Y [мм] / Количество пикселей устройства захвата изображения в направлении Y [пиксели]
Например, предположим, что вы используете 0,31-мегапиксельную и 2-мегапиксельную камеры. Количество пикселей по оси Y составляет 480 для 0,31-мегапиксельной камеры и 1200 для 2-мегапиксельной камеры.
При поле зрения 100 мм:
- [0,31 мегапикселя] Разрешение в пикселях = 100 мм / 480 пикселей = 0,208 мм/пиксель
- [2 мегапикселя] Разрешение в пикселях = 100 мм / 1200 пикселей = 0,083 мм/пиксель
- [21 мегапиксель] Разрешение в пикселях = 100 мм / 4092 пикселя = 0,024 мм/пиксель
Таким образом можно рассчитать разрешение в пикселях. В таблице ниже приведены значения эталонного разрешения камер, используемых в типичных системах обработки изображений: от 0,31 до 21 мегапикселя.
Разрешение в пикселях Референтное значение
| Поле зрения (направление Y)[мм] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Количество пикселей камеры | 1 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 500 |
| 0,31 мегапикселя | 0,002 | 0,01 | 0,021 | 0,042 | 0,063 | 0,104 | 0,208 | 0,417 | 1.042 |
| 2 мегапикселя | 0,0008 | 0,004 | 0,008 | 0,017 | 0,025 | 0,042 | 0,083 | 0,167 | 0,417 |
| 5 мегапикселей | 0,0005 | 0,002 | 0,005 | 0,01 | 0,015 | 0,024 | 0,049 | 0,098 | 0,244 |
| 21 мегапиксель | 0,0002 | 0,001 | 0,002 | 0,005 | 0,007 | 0,012 | 0,024 | 0,049 | 0,122 |
- Количество пикселей в направлении Y ПЗС-матрицы 0,31-мегапиксельного датчика = 480 пикселей
- Количество пикселей в направлении Y ПЗС-матрицы 2-мегапиксельного датчика = 1200 пикселей
- Количество пикселей в направлении Y ПЗС-матрицы 5-мегапиксельного датчика = 2050 пикселей
- Количество пикселей устройства захвата изображения в направлении Y 21-мегапиксельной камеры = 4092 пикселя
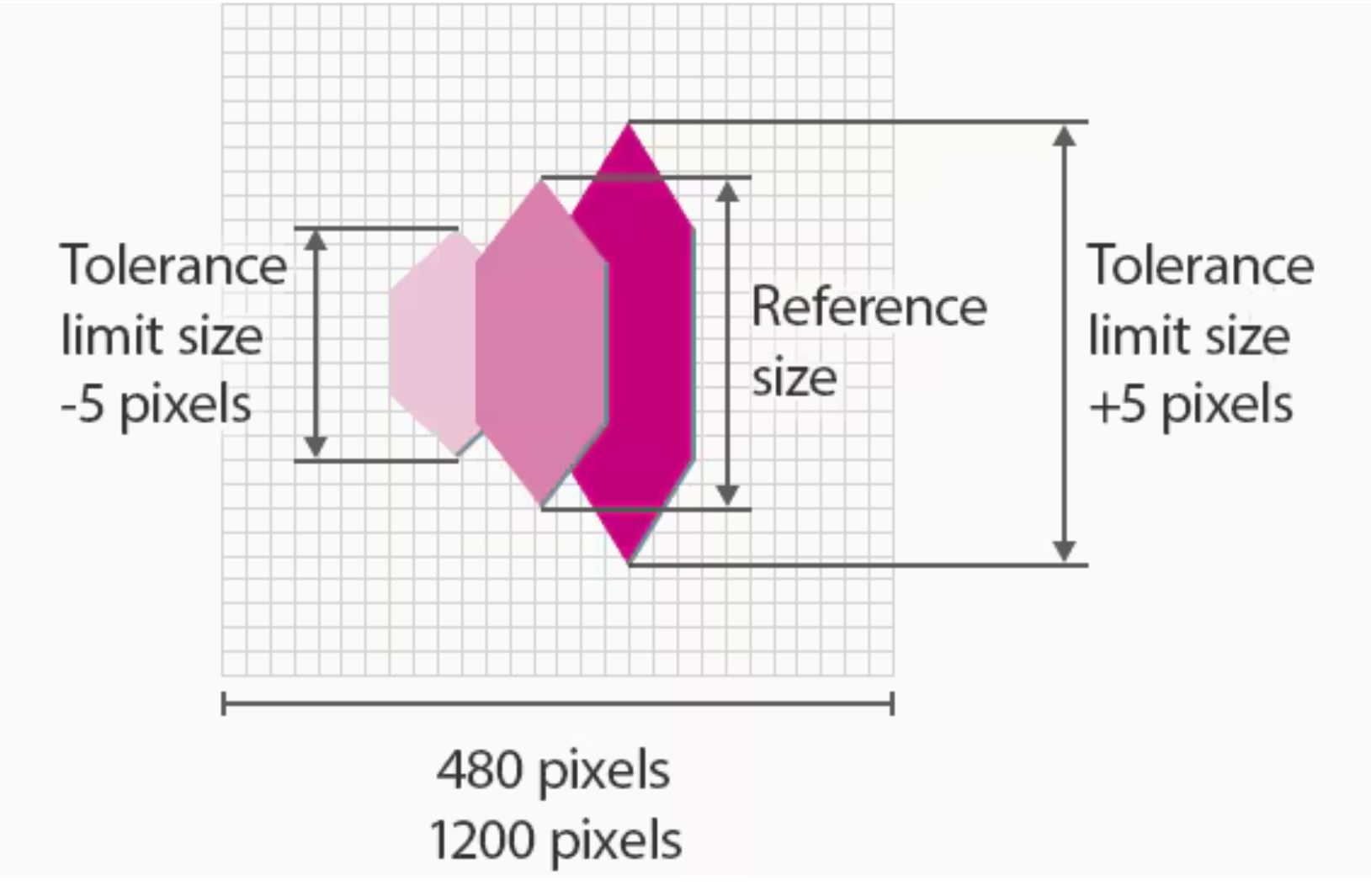
Фактический допуск на размер [мм] = Разрешение в пикселях (поле зрения в направлении Y) [мм] / Количество пикселей ПЗС в направлении Y × 5 пикселей
- [0,31 мегапикселя] Допуск размера = 0,208 мм/пиксель × 5 пикселей = 1,04 мм
- [2 мегапикселя] Допуск размера = 0,083 мм/пиксель × 5 пикселей = 0,415 мм
- [21 мегапиксель] Допуск размера = 0,024 мм/пиксель × 5 пикселей = 0,12 мм
Вам необходимо выбрать машинное зрение и поле зрения, обеспечивающее требуемую точность.
Оценка точности
| Поле зрения (направление Y)[мм] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Количество пикселей камеры | 1 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 500 |
| 0,31 мегапикселя | 0,01 | 0,05 | 0.1 | 0,2 | 0,3 | 0,5 | 1.0 | 2.1 | 5.2 |
| 2 мегапикселя | 0,004 | 0,02 | 0,04 | 0,08 | 0.1 | 0,2 | 0,4 | 0,8 | 2.1 |
| 5 мегапикселей | 0,002 | 0,01 | 0,02 | 0,05 | 0,07 | 0.1 | 0,2 | 0,5 | 1.2 |
| 21 мегапиксель | 0,001 | 0,006 | 0,01 | 0,02 | 0,04 | 0,06 | 0.1 | 0,2 | 0,6 |
Основы субпиксельной обработки
Значение измерения края (пиксель)
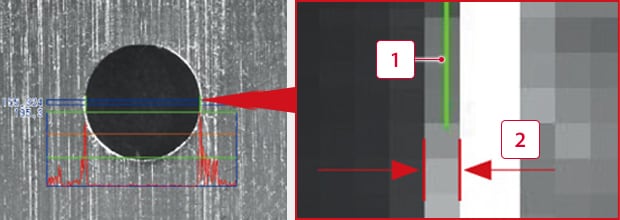
Как объяснялось выше, разрешение в пикселях — это фактическое значение размера одного пикселя. Однако в действительности измерение размеров с помощью обработки изображений может показать размеры с точностью до единиц, меньших пикселя, посредством приближённого расчёта. Это называется субпиксельной обработкой.
Принцип субпиксельной обработки
Субпиксельная обработка обнаруживает границу, где контрастность меняется с яркой на тёмную, преобразует её в проекционный сигнал, а затем выполняет дифференциальную обработку. Пик дифференциального сигнала определяется как точка границы.

Измерение размеров на основе обнаружения краев
Обнаружение краёв особенно важно для измерения размеров с высоким разрешением (высокой точностью). В этом разделе описывается базовый алгоритм обнаружения краёв.
1. Проекция
Сканируйте цель перпендикулярно направлению обнаружения, чтобы получить среднюю тень проекционных линий. Форма волны средней тени проекционных линий называется проекционной волной.
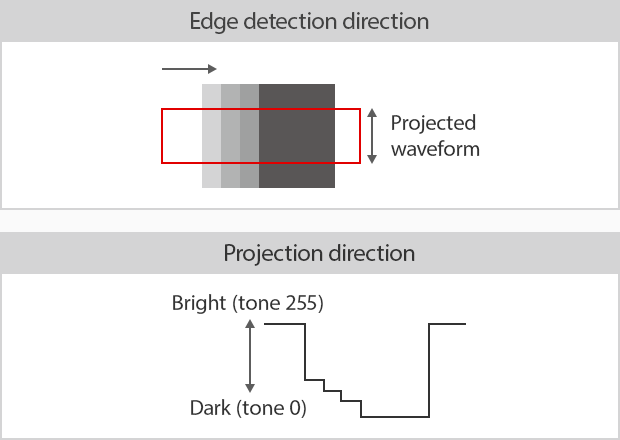
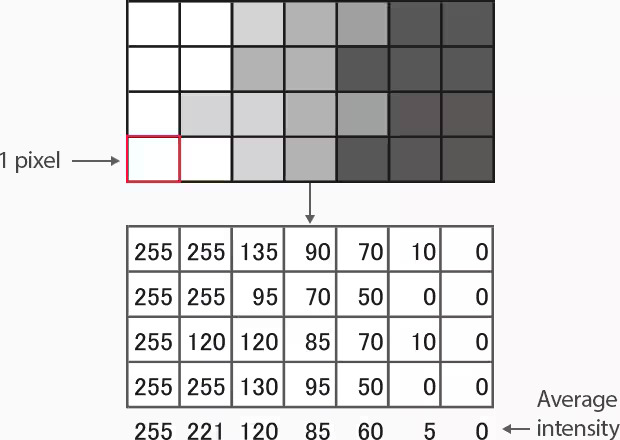
2. Дифференциация
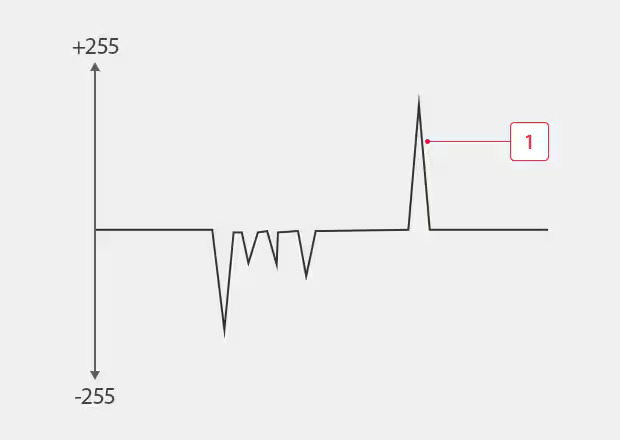
Дифференциальная форма волны (форма волны напряжения кромки)
Дифференциация проекционной формы сигнала показывает более высокие значения разности для точек, которые могут быть краями. Дифференциация — это процесс поиска изменений в оттенках (уровнях градации).
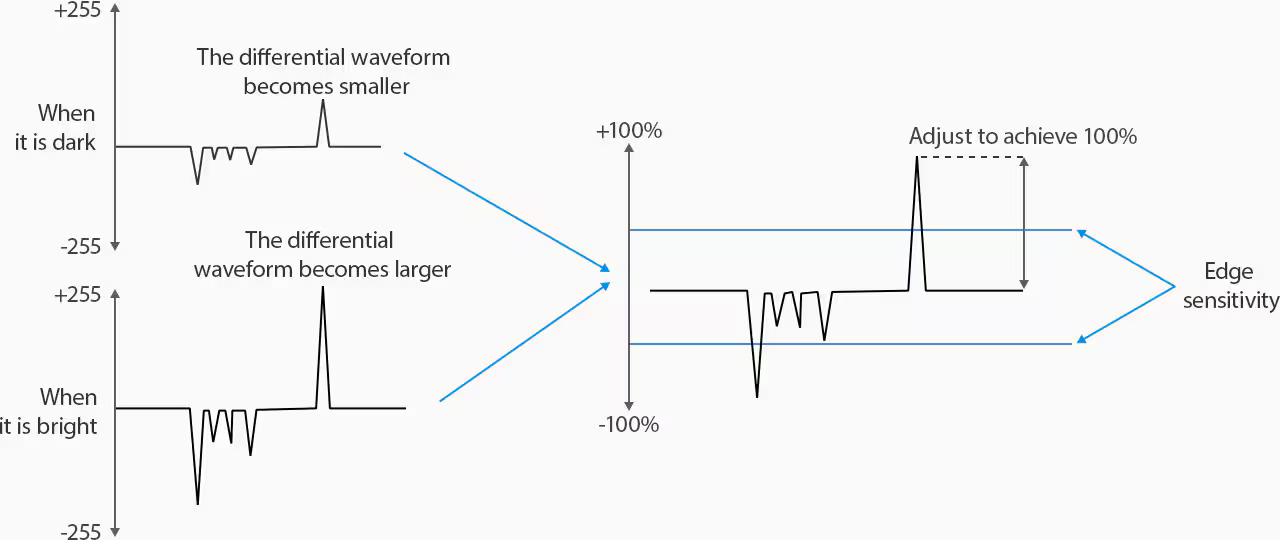
3. Коррекция для достижения максимального дифференциального значения 100%
Примените коррекцию таким образом, чтобы максимальное дифференциальное значение и абсолютное значение стали равны 100%, чтобы стабилизировать фронт. Пик дифференциального сигнала, превышающий заданную чувствительность фронта, определяется как точка фронта.
Изменения интенсивности освещения не влияют на обнаружение краев, поскольку внутренние условия обнаружения остаются неизменными.
4. Обработка субпикселей

Увеличенное изображение
Рассчитайте форму волны трех пикселей: одного на пике дифференциальной формы волны и двух соседних пикселей, и измерьте положение края в единицах по 0,001 пикселя.
Практическое применения
По мере роста автоматизации производства экономия времени на инспекции становится всё более сложной задачей, то же самое касается и измерения размеров. Основным методом оптимизации этого процесса стала обработка изображений.
Проверка различных размеров чип-конденсаторов
Помимо диаметра и длины корпуса конденсатора, его части можно разделить на сегменты для определения положения кромки и определения минимального диаметра сужающейся части или длины или изгиба выводного провода. Размеры каждой части можно точно измерить.

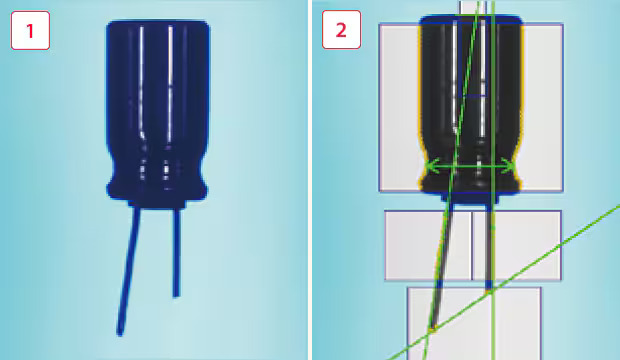
Инспекционный экран 1. Исходное изображение. 2. Обработанное изображение
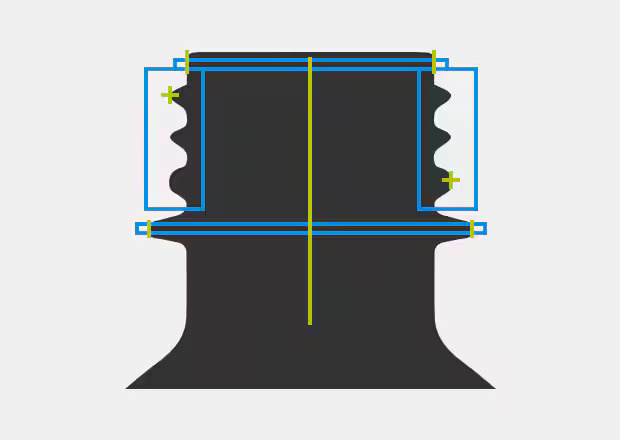
Измерение размеров горлышка бутылки
Размеры можно точно измерить даже при использовании в потоке. Например, можно сделать снимок ПЭТ-бутылки, движущейся по линии, сбоку и измерить размер горлышка бутылки, чтобы обнаружить дефекты литья, несоответствия типа или дефекты сборки. Такой вид контроля размеров в потоке повышает эффективность.

Инспекционный экран
Преимущества измерения зрения для измерения размеров
Системы визуального измерения размеров обладают уникальными преимуществами, особенно по сравнению с традиционными методами. Они исключительно точны, воспроизводимы и способны обнаруживать даже самые мельчайшие детали и отклонения в размерах объектов.
Эта точность, критически важная для аэрокосмической , автомобильной и электронной промышленности (а также для многих других отраслей), является одним из основных преимуществ визуальных измерительных систем. Однако их скорость и точность — не единственные преимущества.
Отсутствие физического контакта — ещё одно преимущество, значительно снижающее риск повреждения объекта, физические свойства которого измеряются, что особенно важно для хрупких или тонких объектов, таких как плёнки или полупроводники. Это делает системы визуального измерения не только безопасными, но и очень экономичными, поскольку они, как правило, выполняют измерения размеров гораздо быстрее.
Кроме того, системы визуального измерения обычно передают данные в систему сбора данных, которая затем обрабатывает их и сохраняет для последующего анализа. Сочетание этих преимуществ делает системы визуального измерения подходящими для производственных процессов, связанных с высокоскоростным производством, без ущерба для точности.
Система машинного зрения со встроенным искусственным интеллектом обладает рядом преимуществ, которые отличают её от других систем измерения зрения. Одним из главных преимуществ является возможность регулировки фокуса и поля зрения всего одним щелчком мыши. Эта функция устраняет необходимость в выборе или замене объектива, значительно упрощая и ускоряя настройку и эксплуатацию.
Ещё одним ключевым преимуществом программного обеспечения на базе искусственного интеллекта является его удобный интерфейс, позволяющий проводить как простые, так и сложные проверки. Программный пакет также позволяет легко и быстро анализировать и визуализировать данные, предоставляя пользователям точную информацию.
Часто задаваемые вопросы об измерении размеров с использованием систем машинного зрения
Как работает измерение визуального восприятия размеров?
Внутреннее устройство систем машинного зрения для измерения размеров зависит от различных факторов, но все они основаны на бесконтактных методах измерения. Это подразумевает использование различных лазерных технологий или фотограмметрии.
Например, некоторые лазерные сканеры используют конфокальную лазерную технологию для измерения зрения, в то время как другие – лазерное триангуляционное смещение. Обе технологии позволяют измерять расстояние между датчиками и, таким образом, определять их размеры. Фотограмметрия основана на использовании высокотехнологичных 3D-камер, а оптические микрометры – на лазерах или датчиках с сквозным лучом.
Какие отрасли промышленности получают выгоду от измерения размеров с использованием систем машинного зрения?
Многие отрасли промышленности извлекают выгоду из размерных измерений с использованием систем машинного зрения , в первую очередь отрасли, требующие бесконтактных измерений из-за чувствительного характера своей продукции, или отрасли, зависящие от высокоточного производства.
Системы машинного зрения все чаще внедряются во все большем количестве отраслей, включая обрабатывающую промышленность (в первую очередь автомобилестроение и аэрокосмическую промышленность), производство полупроводников и электроники, фармацевтику, производство продуктов питания и напитков , пластмасс, металлообработку, логистику и многие другие, в которых точность и правильность измерений играют ключевую роль.
Как визуальное измерение может улучшить размерные проверки?
Системы визуального измерения улучшают контроль размеров несколькими способами, в зависимости от требований применения. Одним из факторов, способствующих улучшению контроля размеров, является их повышенная точность, часто достигающая значений порядка нескольких микрометров.
Кроме того, поскольку измерения с помощью зрения являются бесконтактными, они не предполагают физического контакта с измеряемым объектом, что исключает риск повреждения детали или воздействия на нее таким образом, что это впоследствии может повлиять на размерные измерения.


