

Когда поверхность заготовки обладает высокой отражательной способностью, получение точных ключевых измерений с помощью бесконтактных визуальных методов становится сложной задачей из-за низкого качества изображения. В данной работе мы предлагаем высокоточный метод измерения диаметра вала на основе улучшенного изображения полосы.
Используя два изображения полосы с разным временем экспозиции, мы задействуем их различные характеристики. Результаты, полученные из изображения с низкой экспозицией, используются для коррекции оттенков серого на изображении с высокой экспозицией, улучшая распределение оттенков серого полосы и приводя к более точным результатам извлечения центральных точек. Включение различных положений и углов измерения дополнительно повысило точность и надежность измерений. Кроме того, для определения диаметра вала используется аппроксимация эллипсом.
Этот метод был применен к профилям различных поперечных сечений и углов в пределах одного сегмента вала. Для уменьшения погрешности формы измерения вала среднее значение этих измерений было принято в качестве оценки среднего диаметра для сегмента вала. В экспериментах средние диаметры валов, определенные путем усреднения эллиптических оценок, сравнивались с диаметрами валов, полученными с помощью координатно-измерительной машины (КИМ). Максимальная и минимальная погрешности составили соответственно 18 мкм и 7 мкм; средняя погрешность — 11 мкм; а среднеквадратичная ошибка результатов множественных измерений — 10,98 мкм. Достигнутая точность измерения в шесть раз выше, чем точность, полученная с помощью необработанных полосовых изображений.
1. Введение
Валы, как вращающиеся компоненты, являются одним из наиболее распространенных типов деталей в механическом оборудовании. Как правило, валы состоят из нескольких цилиндрических секций с различными диаметрами, причем их длина больше диаметра. Они играют решающую роль в поддержке других компонентов, выдерживании нагрузок и передаче крутящего момента [1, 2]. Для достижения надлежащей координации с другими деталями и оптимизации работы валов необходимо строго контролировать точность обработки их проектных размеров, особенно критических размеров, таких как диаметр вала. Высокоточное измерение является необходимым условием для высокоточной обработки. С внедрением и развитием интеллектуального производства, интеллектуальное и эффективное производство предъявляет более высокие требования к методам измерения [3, 4, 5].
В традиционных методах измерения размеры и допуски деталей часто определяются контактными методами измерения, включая координатно-измерительные приборы, штангенциркули и другие специализированные измерительные инструменты. Выполнение требований к измерению деталей в бесконтактных условиях с использованием этих методов представляет собой сложную задачу [6, 7].
Технология визуального измерения с использованием структурированного света, работающая на основе принципа лазерной триангуляции, предлагает бесконтактное оптическое решение для измерения. Эта технология позволяет быстро и эффективно измерять необходимые размеры без касания поверхности заготовки [8, 9, 10, 11]. Проецирование структурированного светового рисунка на поверхность заготовки и захват изображения структурированного света с помощью калиброванной промышленной камеры позволяет быстро рассчитать фактическую трехмерную информацию о поверхности, используя модель изображения камеры [12, 13, 14, 15].
Эта информация затем может быть использована для получения желаемых размеров заготовки. Ф. Хао и др. [16] разработали метод измерения диаметра, основанный на принципе визуализации малых отверстий, подобных треугольников и касательных свойств, используя два изображения с разным расстоянием до объекта. При тщательно контролируемых экспериментальных условиях этот метод достиг высокой точности измерения. Однако случайные ошибки в одном измерении по-прежнему остаются серьезной проблемой.
Ли и др. [17] предложили точный метод измерения больших диаметров валов с использованием системы измерения на основе двух телецентрических камер. Они разработали метод калибровки для двух телецентрических камер на основе метода калибровки Чжана [18] и установили общую мировую систему координат для двух камер, используя модель визуализации с двумя камерами. Формула измерения диаметра была получена из этого процесса калибровки.
Ногейра и др. [19] представили комплексный метод автоматизированной оценки плоских размеров механических деталей. Этот метод значительно повысил экономическую эффективность, точность и повторяемость. Они предложили функциональный прототип, который объединил улучшенные методы обнаружения границ на субпиксельном уровне с плоским измерением, сохраняя при этом низкие затраты на измерение для обеспечения точных измерений на основе изображений.
Лю и др. [20] Предложен метод измерения диаметра вала с использованием структурированного светового зрения. После калибровки модели измерения на основе структурированного света создается виртуальная плоскость, перпендикулярная оси измеряемого вала. Изображения световых полос на валу проецируются на виртуальную плоскость. С учетом геометрических ограничений световых полос на виртуальной плоскости центр измеряемого вала определяется путем аппроксимации спроецированных изображений. Затем диаметр вала измеряется с использованием определенного центра и спроецированных изображений, что обеспечивает высокую точность и надежность измерения.
Помимо калибровки измерительной системы, ключевой проблемой в технологии визуального измерения с использованием структурированного света является точное и высокоточное извлечение центральных точек проецируемых световых полос из полученных изображений [21, 22]. Двумерные координаты центральных точек световой полосы могут быть сопоставлены с точными трехмерными координатами на поверхности объекта с помощью модели изображения камеры.
Следовательно, точность извлечения центральной точки световой полосы напрямую влияет на конечную точность измерения. Более того, из-за механизма изображения с помощью диафрагмы камеры ошибки при извлечении центральных точек световой полосы из изображений будут линейно увеличиваться, причем коэффициент увеличения будет пропорционален расстоянию до объекта во время получения изображения. Традиционные алгоритмы извлечения центральных точек световой полосы включают линейную интерполяцию, гауссову аппроксимацию, обнаружение экстремумов, метод центроида и алгоритм Штегера.
Среди этих методов алгоритм Штегера обеспечивает более точные субпиксельные координаты центральных точек световой полосы, но требует больше вычислительного времени. Однако почти все алгоритмы извлечения центральной точки световых полос требуют, чтобы световые полосы на изображениях имели одинаковое качество [23, 24, 25], хороший контраст с фоном и распределение уровней серого, максимально приближенное к гауссовому или гауссовому платообразному распределению, для обеспечения удовлетворительных результатов извлечения.
При использовании структурированного света для измерения мишеней с диффузным отражением и низкой отражательной способностью поверхности относительно легко выполнить указанные выше требования к качеству изображений световых полос [26, 27, 28, 29]. Однако при измерении сильно отражающих объектов ситуация становится менее благоприятной. Вторичные отражения на поверхности сильно отражающих объектов могут изменять распределение уровней серого световых полос на изображениях, влияя на точность извлечения центральной точки. Кроме того, зеркальные отражения могут вызывать переэкспозицию или недоэкспозицию изображений световых полос, что еще больше влияет на извлечение центральной точки и приводит к неточным результатам измерений.
Из-за характеристик высокоотражающих материалов высокоотражающие и высококонтрастные области часто оказываются переэкспонированными на изображениях высокоотражающих объектов. Это явление приводит к снижению качества изображения, потере деталей текстуры и проблемам с точным измерением высокоотражающих объектов с использованием методов визуального измерения структурированным светом.
Яу [30] предложил метод «сканирования с высоким динамическим диапазоном» с использованием многократной экспозиции. Серия изображений, полученных при различном времени экспозиции, объединяется в набор HDR-изображений, и изображение со сдвигом фазы выбирает самую яркую ненасыщенную интенсивность в каждом пикселе. Поскольку влияние окружающего освещения на метод сдвига фазы минимально, этот подход позволяет стабильно измерять локальные вариации отражательной способности поверхности. Однако из-за субъективного выбора времени экспозиции отсутствуют количественные расчеты для определения подходящего времени экспозиции. Кроме того, синтез HDR-изображений обычно требует нескольких снимков с длительной экспозицией, что приводит к низкой эффективности измерения.
Чен и др. [31] разработали адаптивное полосатое изображение, используя алгоритм полиномиальной аппроксимации для расчета оптимальной интенсивности проецируемого света на основе характеристик отражения измеряемой поверхности. Этот подход генерирует адаптивное полосатое изображение, которое избегает насыщения изображения и обеспечивает высокое отношение сигнал/шум (SNR), что позволяет точно измерять трехмерную форму сильно отражающих поверхностей. Поскольку эта техника включает в себя захват минимального количества изображений для генерации адаптивных полосатых изображений, исключается трудоемкая задача захвата большого количества изображений.
Лин и др. [32] разработали адаптивную цифровую технику проекции полос для измерения трехмерной формы HDR. Эта техника регулирует интенсивность проецируемого полосатого рисунка на уровне пикселей для обработки сильно отражающих поверхностей и повышения точности измерения. Она адаптирует интенсивность проецируемого полосатого рисунка, учитывая функцию отклика камеры, отражательную способность поверхности и освещение как от окружающей среды, так и от отражения от поверхности. Благодаря тому, что данный подход создает новую математическую модель для расчета интенсивности окружающего света и отражений от поверхностей, можно точно определить оптимальную интенсивность для каждого пикселя в проецируемом полосатом изображении. Этот метод превосходит ранее предложенные подходы, использующие различное освещение для синтеза HDR-изображений.
Хотя в области 3D-реконструкции существуют эффективные методы для восстановления сильно отражающих поверхностей, большинство из них применимы только к методам полосовой проекции, и лишь немногие методы могут решить проблему высокой отражательной способности в методах визуального измерения монокулярного структурированного света. Традиционный подход включает нанесение проявителя на поверхность измеряемого объекта для изменения его отражательной способности в пользу диффузного отражения, но этот метод не только неэффективен, но и вносит дополнительные ошибки измерения. Другой метод измерения объектов с сильно отражающими поверхностями заключается в устранении влияния бликов путем изменения угла между осями пропускания поляризационных фильтров.
Фэн и др. [33] предложили три решения для измерения HDR трехмерных форм на основе цифровой полосовой проекции для решения проблем измерения, связанных с сильно отражающими поверхностями. Одна из методик сочетает метод многократной экспозиции с методом поляризационных фильтров: два ортогональных поляризационных фильтра размещаются перед камерой и проектором для измерения поверхностей с низкой отражательной способностью. Однако использование поляризационных фильтров для уменьшения интенсивности в поляризационном методе может привести к снижению отношения сигнал/шум в полученных полосовых изображениях.
Более того, такой подход увеличивает сложность аппаратного обеспечения измерительной системы, поскольку требуется точная настройка углов между поляризационными фильтрами для учета различных условий работы. Такие настройки в значительной степени зависят от человеческого опыта и ручных методов. Коваршик и др. [34] компенсировали влияние отражений от сильно отражающих поверхностей и затененных областей, используя 15 направлений оптической проекции.
Объект также можно вращать для получения дополнительных изображений. Камера захватывает блоки разных цветов на поверхности в локальных координатах, которые затем синтезируются в глобальные координаты. Однако использование многочисленных параметров системы влияет на скорость калибровки. Кроме того, аппаратное обеспечение, настройки системы, шаблоны изображений и процесс синтеза вносят дополнительные сложности.
Для преодоления влияния поверхностных отражений и достижения точного измерения критических размеров отражающих частей предлагается метод, использующий улучшенные изображения световых полос для подавления отражений и повышения качества световых полос. Были получены два изображения световых полос с разным временем экспозиции.
Выбор времени экспозиции основан на характеристиках изображений световых полос при различных условиях экспозиции. Результаты, полученные с изображения световой полосы с меньшим временем экспозиции, используются для коррекции оттенков серого на изображении световой полосы с большим временем экспозиции, тем самым улучшая распределение оттенков серого в световой полосе. Затем центральные точки повторно извлекаются для улучшения результатов.
Улучшенные координаты центральных точек затем отображаются на фактические трехмерные точки данных с использованием откалиброванной модели измерительной системы. Наконец, для уменьшения влияния погрешности формы на измерение диаметра вала, оценка диаметра, полученная из нескольких поперечных сечений сегмента вала и нескольких контурных сегментов из одного и того же сечения, получается путем эллиптической аппроксимации. В качестве диаметра сегмента вала принимается средний диаметр вала, определяемый путем усреднения эллиптических оценок.
2. Методы
2.1. Калибровка визуальной системы
2.1.1. Система визуализации на основе камер
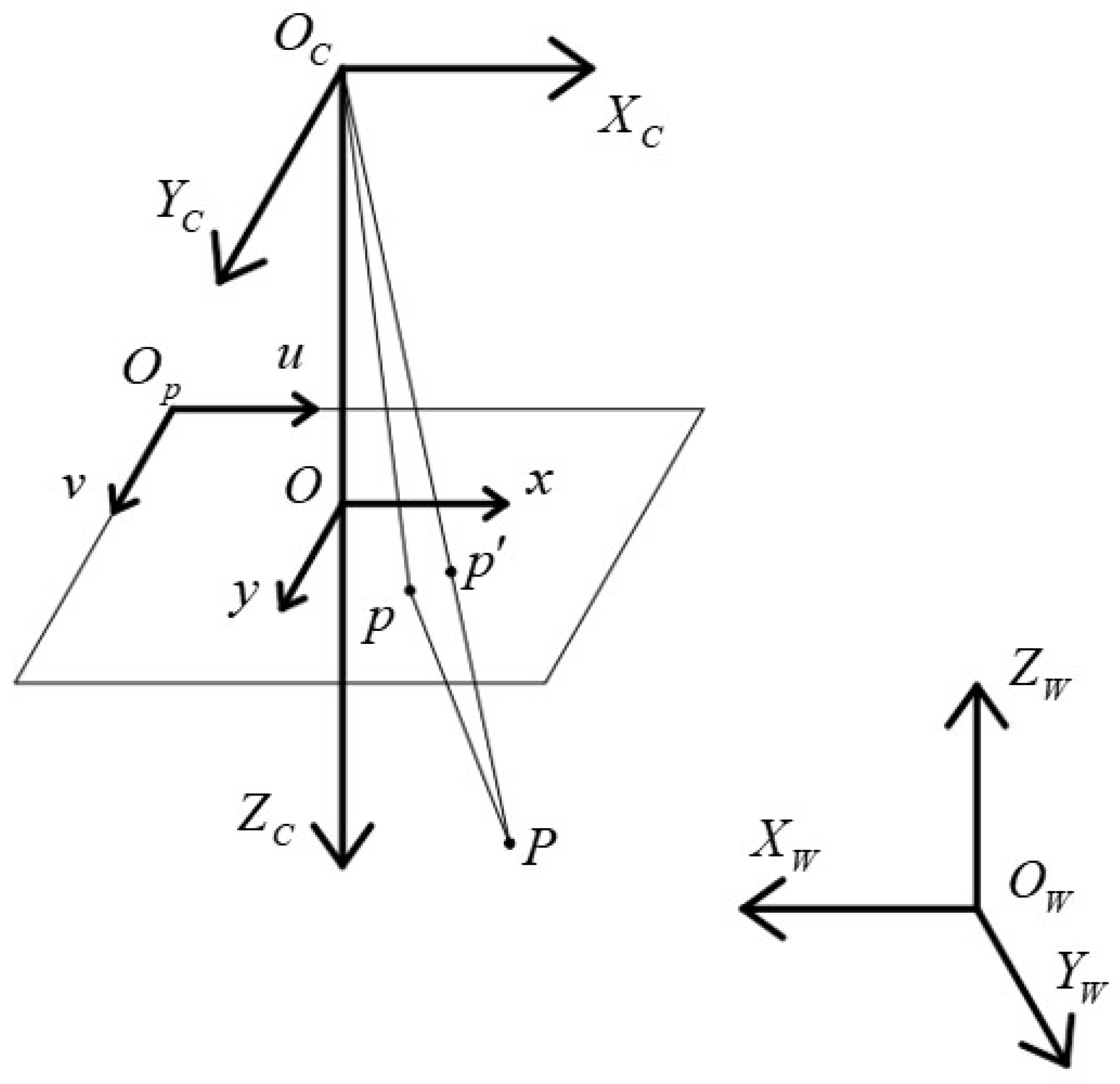
Рисунок 1. Схематическое изображение взаимосвязи координат при получении изображения с помощью камеры.
В визуальной системе измерения диаметра вала значения пикселей на изображении диаметра вала не имеют физического смысла, что затрудняет прямое получение информации о размерах частей вала. Поэтому целью создания системы визуализации на основе камеры является проецирование информационных точек из плоскости пикселя в реальное трехмерное пространство [35, 36], придавая изображению конкретное физическое значение, из которого можно получить информацию о диаметре вала.
В данной работе для уменьшения ошибок, вызванных неточной калибровкой системы визуализации на основе камеры в процессе проекции, используется двухэтапный метод калибровки Чжана [18]. Этот метод обеспечивает высокую точность калибровки и требует относительно простой калибровочной установки. В методе Чжана уравнение, показанное как уравнение (1), представляет собой отображение между координатами пикселей на изображении и трехмерными координатами в мировой системе координат следующим образом:

где (u, v) представляет собой пиксельные координаты двумерной точки на изображении, (X, Y, TW) представляет собой трехмерные мировые координаты соответствующей фактической точки, CC представляет собой фокусное расстояние,
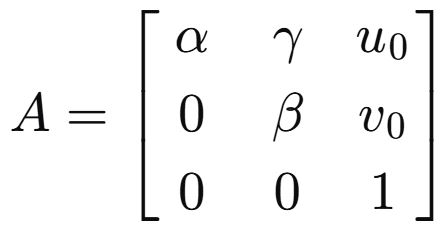
обозначает внутреннюю матрицу камеры,

обозначает внешнюю матрицу камеры, а t — вектор смещения.
![]()
— матрица вращения, состоящая из трех взаимно ортогональных векторов-столбцов.
2.1.2. Планарная калибровка
Калибровка планарной системы структурированного света включает в себя решение уравнения, описывающего центральную плоскость структурированного света. В однокамерной системе измерения структурированного света из изображения ПЗС-матрицы можно получить только двумерную информацию об исследуемом объекте. Информация о глубине ограничена планарным светом; следовательно, точность калибровки планарного структурированного света напрямую влияет на точность получаемой информации о размерах объекта. Метод планарной калибровки на основе копланарной мишени имеет широкое применение и высокую точность калибровки в области зрения на основе структурированного света. Поэтому в данной работе для калибровки планарного света используется метод на основе копланарной мишени. На рисунке 2 показано устройство в виде шахматной доски с копланарной мишенью, используемое в данной работе.
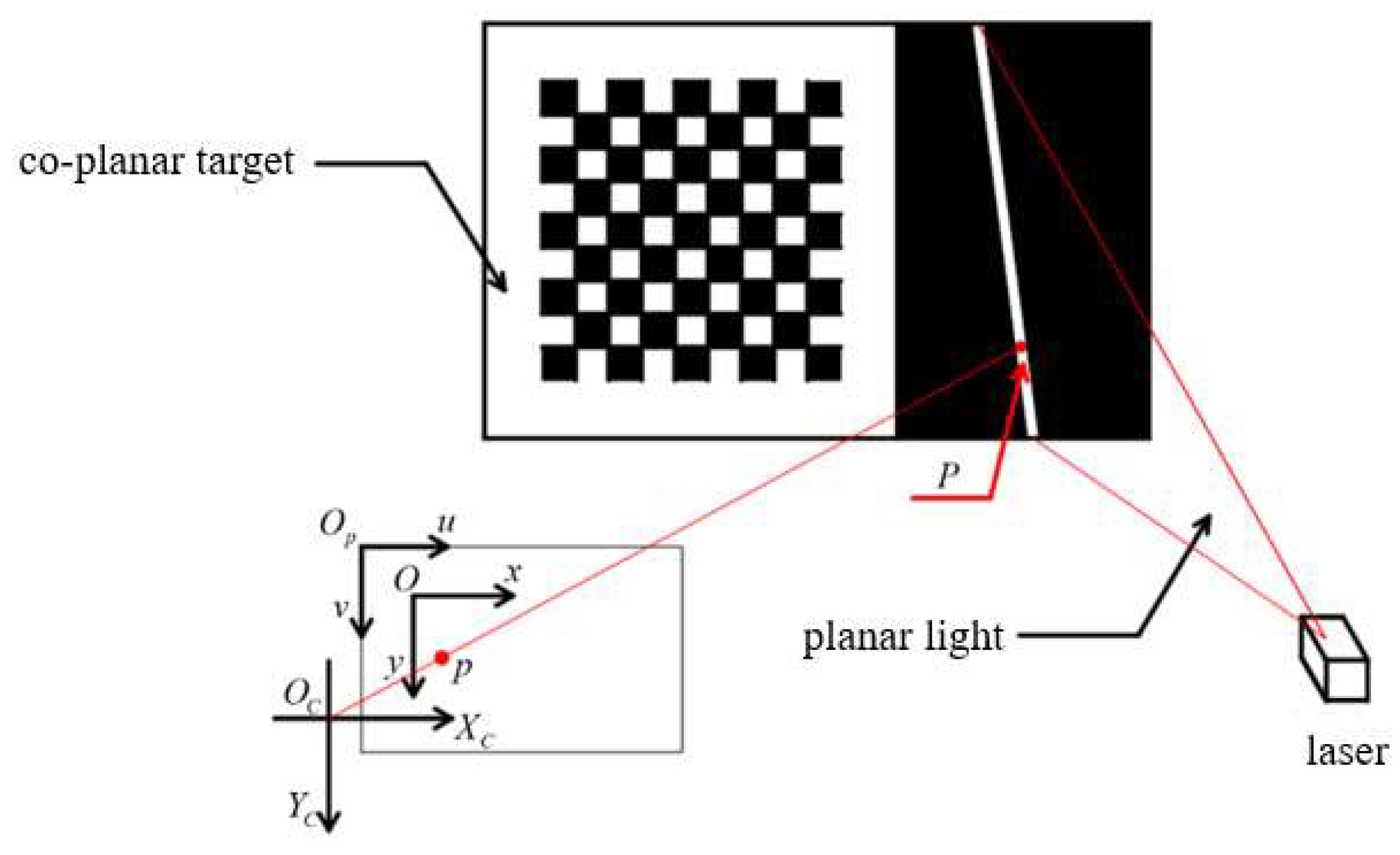
Рисунок 2. Схематическое изображение принципа калибровки плоскости структурированного света. Элементы, связанные со структурированным светом, показаны красным цветом.
Основной принцип этого метода заключается в использовании свойства копланарности между опорными точками линейно-структурированного света и плоской мишенью для решения уравнения плоского света. Как показано на рисунке 2 , плоский световой луч, излучаемый линейным лазером, образует прямую линию на копланарной мишени в виде шахматной доски, а P представляет собой произвольную центральную точку на яркой линии.
Многократное перемещение или вращение копланарной мишени позволяет получить серию изображений копланарной мишени. Координаты центральных точек полосы на этих изображениях одновременно находятся в плоскости мишени и плоскости линейно-структурированного света в системе координат камеры. Зная внутренние параметры камеры и коэффициенты искажения, уравнение плоскости мишени в системе координат камеры можно получить, используя координаты угловых точек, а также координаты центральных точек ярких линий. Наконец, используя координаты центральных точек ярких линий из нескольких изображений, можно решить уравнение плоского света в системе координат камеры.
На j -м копланарном целевом изображении координаты камеры i -й центральной точки световой полосы можно обозначить как Ci,j = (Xi,j, Yi,j, Zi,j). Кроме того, предполагается, что уравнение плоскости линейно-структурированного света в системе координат камеры задается следующим образом:
![]()
Подставив координаты камер всех центральных точек световых полос в уравнение (2) и выразив систему линейных уравнений в матричной форме, получаем:
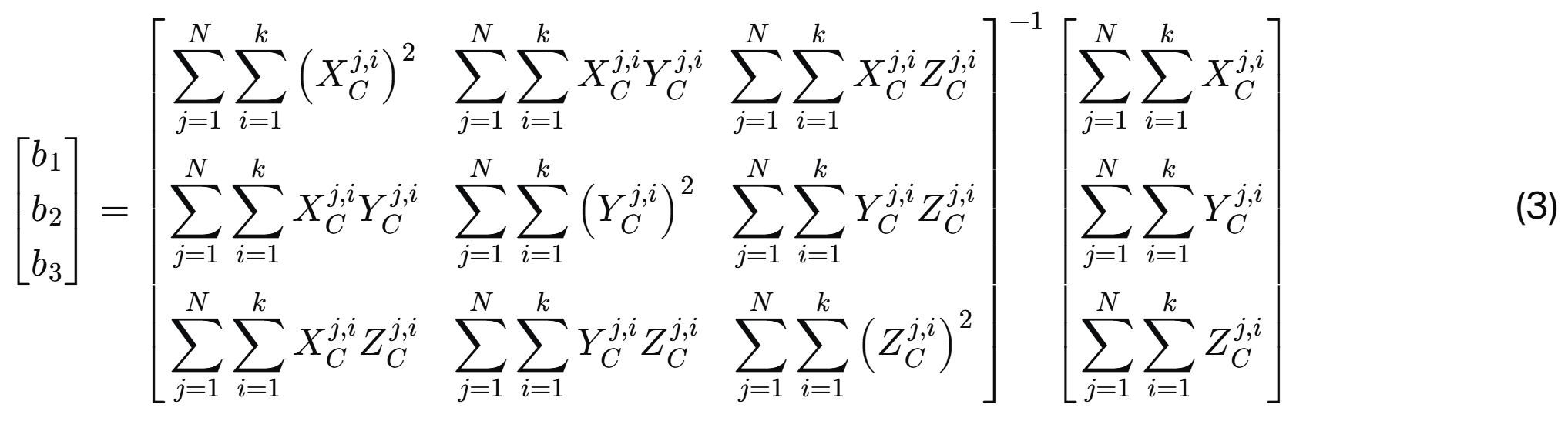
Решив вышеупомянутое матричное уравнение, можно получить параметры уравнения плоского света.
2.2. Улучшение изображения
При использовании традиционных методов измерения с помощью структурированного света для непосредственного измерения компонентов валов с сильно отражающими поверхностями результаты измерений часто демонстрируют значительные отклонения от фактических значений. Это отклонение обусловлено высокой отражательной способностью поверхности, которая вызывает сильные зеркальные отражения на поверхности детали и приводит к отражению света в определенном направлении. Когда камера расположена вдоль пути отражения, соответствующая область изображения становится переэкспонированной, выглядя чисто белой.
И наоборот, когда камера не расположена вдоль пути отражения, соответствующая область изображения становится недоэкспонированной, выглядя более темной. Обе ситуации приводят к потере важных деталей изображения. Кроме того, сильно отражающие объекты обычно более чувствительны к изменениям условий окружающего освещения. Даже небольшие изменения окружающего освещения могут вызывать значительные колебания значений серого цвета в полученных изображениях. Иногда на поверхности объекта могут образовываться вторичные отражения, которые дополнительно влияют на качество изображения. Эти вторичные отражения нарушают распределение значений серого цвета в проецируемых световых картинах, что приводит к результатам измерений, значительно отличающимся от истинных значений.
На рисунке 3 показан пример изображения, полученного с помощью структурированного света на участке отражающего стального вала. Как видно, в середине изображения присутствуют горизонтальные шумовые паттерны, обусловленные высокой отражательной способностью поверхности. Центральная часть структурированного света переэкспонирована, в то время как световые паттерны по бокам уже и тусклее, демонстрируя крайне неравномерное качество. Эти проблемы создают значительные трудности при измерениях.

Рисунок 3. Изображения поверхности сечения отражающего стального вала, полученные с помощью структурированного света.
Для преодоления трудностей, связанных с поверхностными отражениями, и достижения высокоточной обработки компонентов валов, в данной статье предлагаются следующие методы улучшения изображений отражающих валов в структурированном свете и повышения качества световых паттернов.
На рисунке 4 показаны два изображения, полученные методом структурированного освещения с разным временем экспозиции . Меньшее время экспозиции гарантирует отсутствие бликов или вторичных отражений в центре изображения. Цель состоит в том, чтобы избежать переэкспозиции и запечатлеть детали в центральной области. С другой стороны, большее время экспозиции гарантирует, что световые узоры по обеим сторонам будут яркими и четко выраженными.
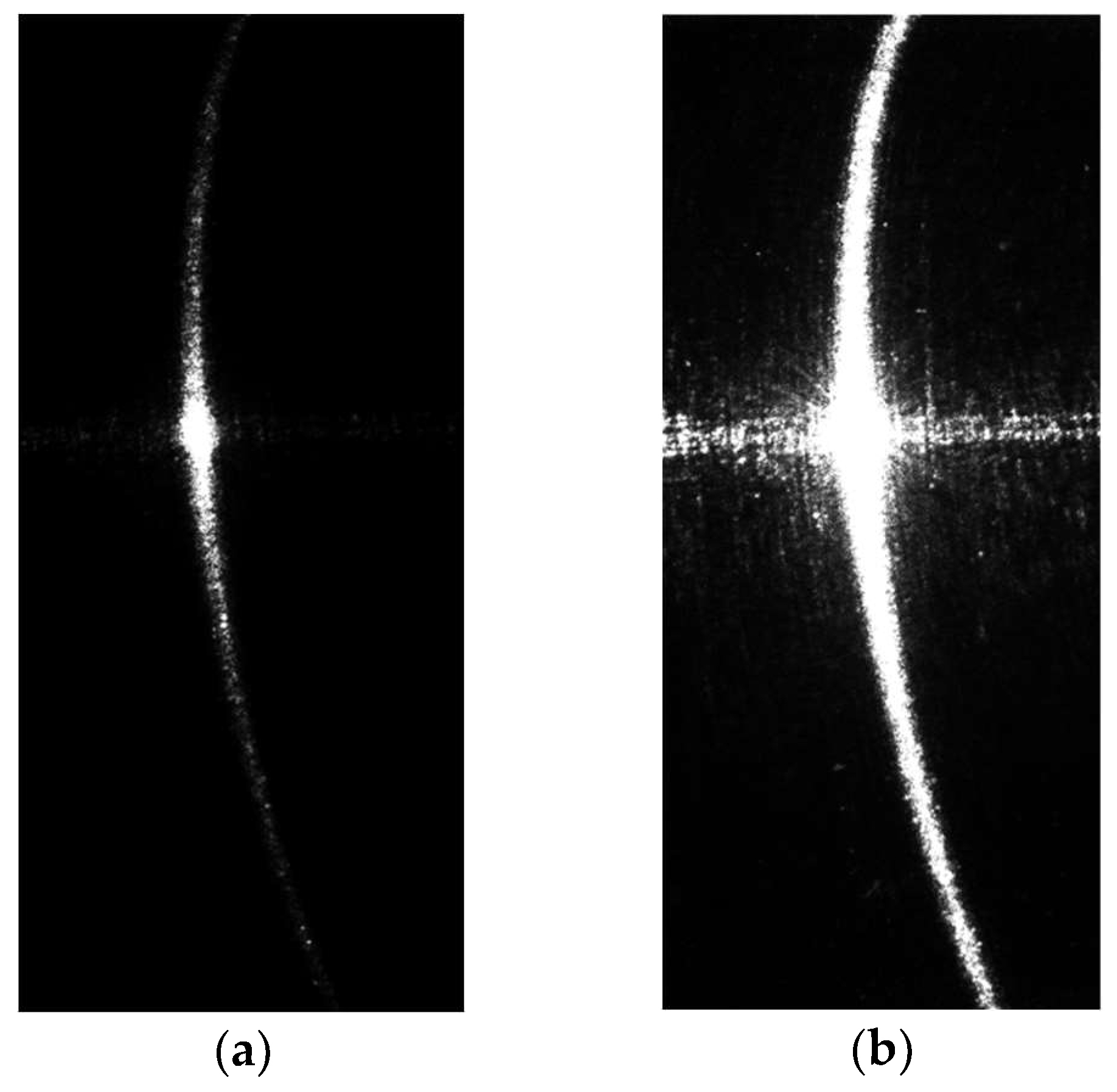
Рисунок 4. Схематическое представление изображений световых полос, полученных при различном времени экспозиции. ( а ) Изображение световой полосы, полученное при малом времени экспозиции. ( б ) Изображение световой полосы, полученное при большом времени экспозиции.
Извлеките центры световых паттернов из изображения, полученного с меньшей выдержкой. Если центры на концах световых паттернов расположены редко, следует использовать методы интерполяции для заполнения пробелов и обеспечения непрерывности центров. Пусть координаты трех смежных точек в извлеченных центрах будут (𝑥𝑖,𝑦𝑖),(𝑥𝑖+1,𝑦𝑖+1),(𝑥𝑖+2,𝑦𝑖+2). Если выполняется условие |𝑥𝑖 −𝑥𝑖+1| >1, то вставьте новую центральную точку между ними. Интерполяцию можно выполнить с помощью следующей формулы:

После добавления новой центральной точки между двумя существующими смежными точками, пересчитайте расстояния между всеми смежными точками. Повторяйте этот процесс добавления новых точек и вычисления расстояний до тех пор, пока расстояние между любой парой смежных точек не станет меньше 1.
Для присвоения весов каждому пикселю изображения необходимо создать карту весов. Эта карта весов присваивает меньшие веса точкам, расположенным дальше от центра светового рисунка, и большие веса точкам, расположенным ближе к центру. Центральные точки, извлеченные и интерполированные из изображения, полученного с малой выдержкой, обозначаются как 𝑆𝑖(𝑥𝑖,𝑦𝑖), где 𝑖 = 1⋯𝑛, а координаты каждого пикселя изображения представляются как 𝐼𝑗 =(𝑥𝑗,𝑦𝑗). Кратчайшее расстояние 𝐿𝑗 между пикселем и всеми центральными точками вычисляется следующим образом:

После вычисления кратчайшего расстояния между пикселем и всеми центральными точками, значение веса для пикселя j можно вычислить по следующей формуле, где σ — параметр, соответствующий ширине светового рисунка:

Для получения улучшенного изображения умножьте карту весов на изображение с высокой экспозицией. Пусть значение серого пикселя j в изображении с высокой экспозицией будет равно 𝐺𝑗. Скорректированное значение серого пикселя j в улучшенном изображении, обозначенное как 𝑁𝑗, можно вычислить по следующей формуле:
2.3. Измерение диаметра вала
Пересечение плоскости структурированного света и осевого сечения образует эллиптическую форму в трехмерном пространстве. Этот эллипс можно визуализировать как плоский эллипс в плоскости структурированного света. Диаметр измеренного участка стержня соответствует длине малой оси этого эллипса. Следовательно, путем преобразования извлеченных пиксельных координат центральных точек светового рисунка в двумерные точки на плоскости структурированного света можно выполнить аппроксимацию эллипса для определения диаметра стержня.
Пусть общее уравнение эллипса будет следующим:

Обозначим n двумерных точек, полученных после преобразования координат центральных точек, извлеченных из изображения захваченного светового рисунка и спроецированных на плоскость структурированного света, как 𝑃𝑖(𝑥𝑖,𝑦𝑖), 𝑖 =1⋯𝑛. Согласно принципу наименьших квадратов, целевая функция, которую необходимо аппроксимировать, может быть выражена следующим образом:

Для минимизации F необходимо, чтобы частные производные F по параметрам были равны нулю. Этот шаг приводит к следующим уравнениям:

Уравнение с регуляризацией можно записать следующим образом, подставив координаты каждой точки:

Для простоты уравнение можно сократить следующим образом:
Решение приведенного выше уравнения позволит определить пять параметров уравнения эллипса:
После получения указанных параметров геометрический центр эллипса можно рассчитать следующим образом:
Используя эту информацию, можно рассчитать измеренный диаметр стержня, соответствующий малой полуоси эллипса.

В процессе обработки валов могут возникать отклонения от идеальной цилиндрической формы из-за неточности обрабатывающего оборудования, ошибок зажима и сил резания. На поперечном сечении, где плоскость света и измеряемый вал пересекаются, формы по обе стороны от плоскости симметрии могут не совпадать. На всем поперечном сечении вала диаметр каждого участка также будет различаться из-за влияния ошибки цилиндричности. Для решения проблемы влияния ошибок формы на точность измерения диаметра предлагается метод измерения диаметра вала, модель которого показана на рисунке 5.
Благодаря особенностям модели измерения с использованием линейного структурированного света, контур формы на одной стороне измеряемого вала может быть получен с помощью однолинейного лазера. Сначала измеряемый вал фиксируется через двойную вершину. Затем вал вращается вокруг линии, соединяющей двойную вершину. Вращение вала позволяет получить несколько изображений световых полос на одном и том же участке измеряемого вала. Этот процесс гарантирует, что эти изображения световых полос могут охватывать информацию о контуре на поперечном сечении измеряемого вала. Рассчитывается диаметр измеряемого вала, соответствующий каждой световой полосе, и среднее значение этих диаметров принимается за диаметр вала в этом участке.
При использовании системы обработки и измерения для деталей вала необходимо обеспечить максимальное перпендикулярное расположение плоскости светового пучка к оси измеряемого вала во время измерения. Во-вторых, для уменьшения влияния погрешности цилиндричности на измерение диаметра вала линейный лазер перемещается несколько раз. Как показано на рисунке 5 , линейный лазер перемещается из положения 1 в положение 2, и диаметр вала, соответствующий положению 2, получается путем повторения шагов измерения в положении 1. Наконец, общая информация об измеряемом сегменте вала получается путем многократного перемещения линейного лазера, и средний диаметр всех поперечных сечений принимается за диаметр сегмента вала.
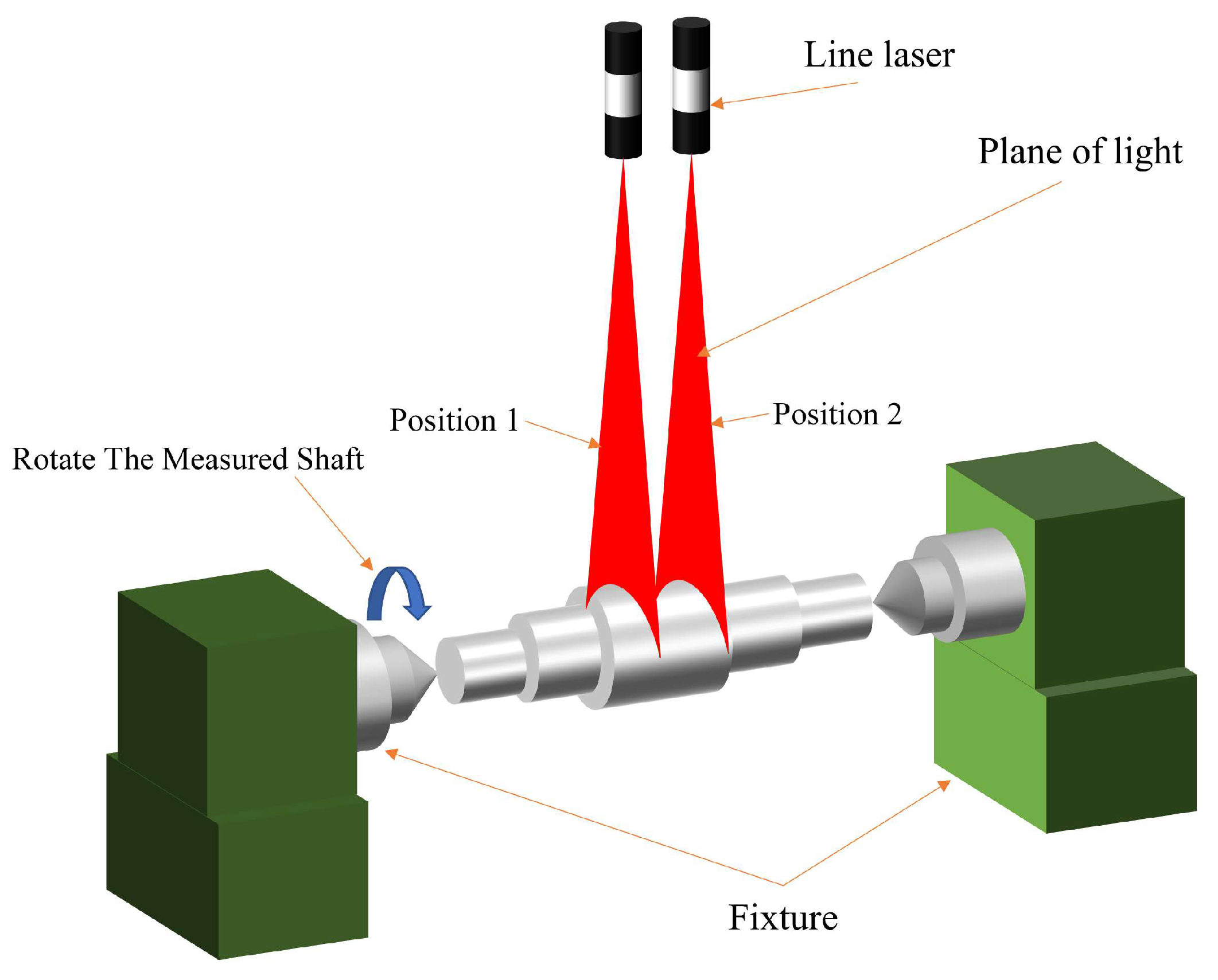
Рисунок 5. Усовершенствованная модель для измерения диаметра вала.
3. Эксперименты и результаты
Для полной демонстрации эффективности предложенного метода описанные выше методы и процедуры будут применены в данном исследовании для измерения диаметра отражающего стального вала с использованием линейного структурированного света. Полученные отражающие изображения будут обработаны, и результаты измерений, полученные до и после обработки, будут сопоставлены. Экспериментальная установка, использованная на испытательном полигоне, показана на рисунке 6. Конкретные параметры экспериментальной установки, использованной в данном исследовании, представлены в таблице 1 ниже.
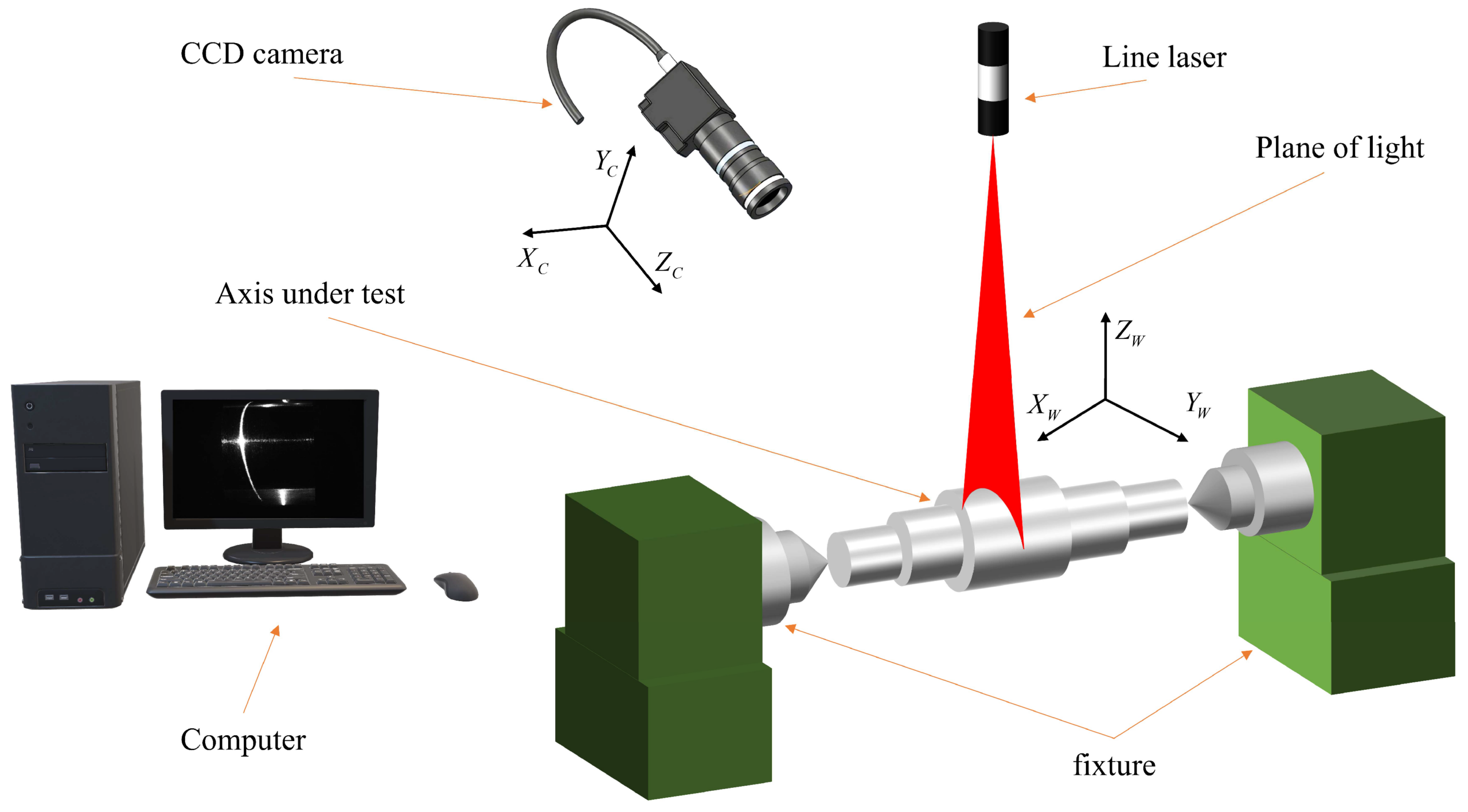
Рисунок 6. Схема экспериментального участка.
Таблица 1. Экспериментальное оборудование и параметры.
| ПЗС- камера |
Модель: МЕР-125-30УМ | ||||
| фоточувстви-тельный блок | частота кадров | разрешение | размер | датчик изображения | |
| 3,75 × 3,75 мкм | 30 кадров/с | 1292 × 964 пикселей | 29 × 29 × 29 мм | 1/3″ оттенки серого | |
| Оптическая линза | Модель: Computar M2514-MP | ||||
| диафрагма | интерфейс | фокусное расстояние | отношение апертуры | рабочая температура | |
| F1.4-F16C | С-тип | 25 мм | 1:1.4 | −20–50 °C | |
| Калибро-вочная плата | Модель: NANO CBC 75 mm-2.0 | ||||
| форма | графическая точность | точность | Размер формы | размер сетки | |
| шахматная доска | ±1,0 мкм | Уровень 1 | 75 × 75 × 3,0 мм | 2,0 × 2,0 мм | |
| Лазер | Модель: LH650-80-3 | ||||
| размер | цвет | длина волны | власть | диаметр выходного зрачка | |
| ф 16 × 45 мм | красный свет | 650 нм | 0–20 мВт | Ф 8 мм | |
| Подсветка | Модель: CCS LFL-200 | ||||
| цвет | размер установки | власть | внешние размеры | светоизлучающая область | |
| красный | 200 × 212 мм | 12 В/10 Вт | 234 × 222 мм | 200 × 180 мм | |
3.1. Калибровка камеры
Калибровка промышленной камеры проводилась с использованием двухэтапного метода калибровки Чжана. В данном исследовании в качестве калибровочной доски использовалась шахматная доска, как показано на рисунке 7.
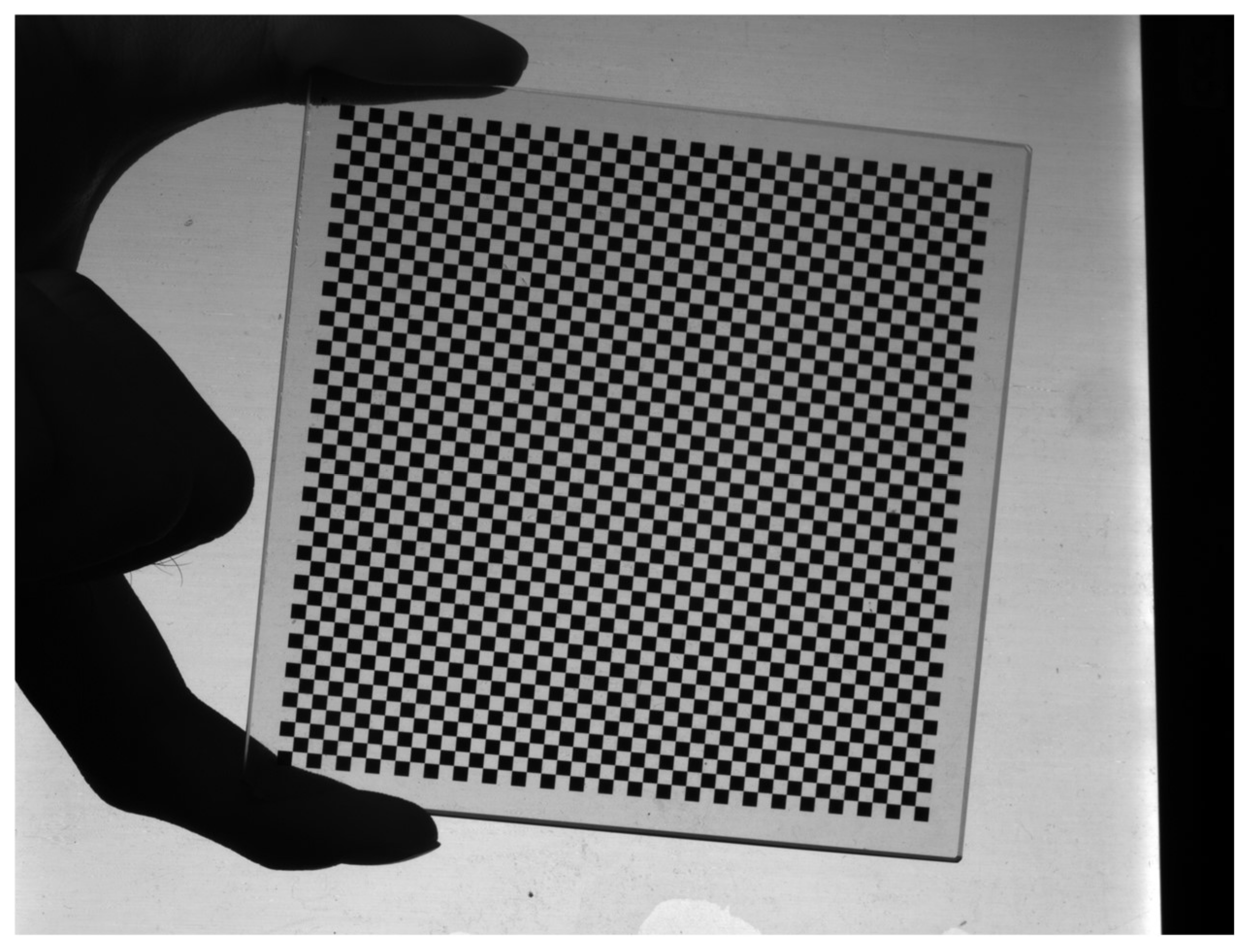
Рисунок 7. Калибровочное изображение с использованием калибровочной доски в виде шахматной доски.
Калибровка камеры проводилась с использованием девяти изображений шахматной доски, полученных при разных ориентациях. Результаты калибровки представлены в таблице 2:
Таблица 2. Результаты калибровки камеры.
| Внутренние параметры камеры | Коэффициенты искажения | ||
|---|---|---|---|
| α | 18 607,65 | к1 | −0,0085 |
| β | 18 690,94 | к2 | 1.5291 |
| γ | −42.20 | п1 | 0,0003 |
| у0 | 3413.44 | п2 | 0,0004 |
| в0 | 1587.62 | ре | 0,005 |
3.2. Калибровка плоскости освещения
В данном исследовании для калибровки плоскости структурированного света использовалась копланарная мишень, как показано на рисунке 8. Калибровка мишени позволила получить координаты структурированного света на мишени, определенные камерой. Сопоставление нескольких полос структурированного света с известными координатами камеры позволило определить уравнение плоскости структурированного света.
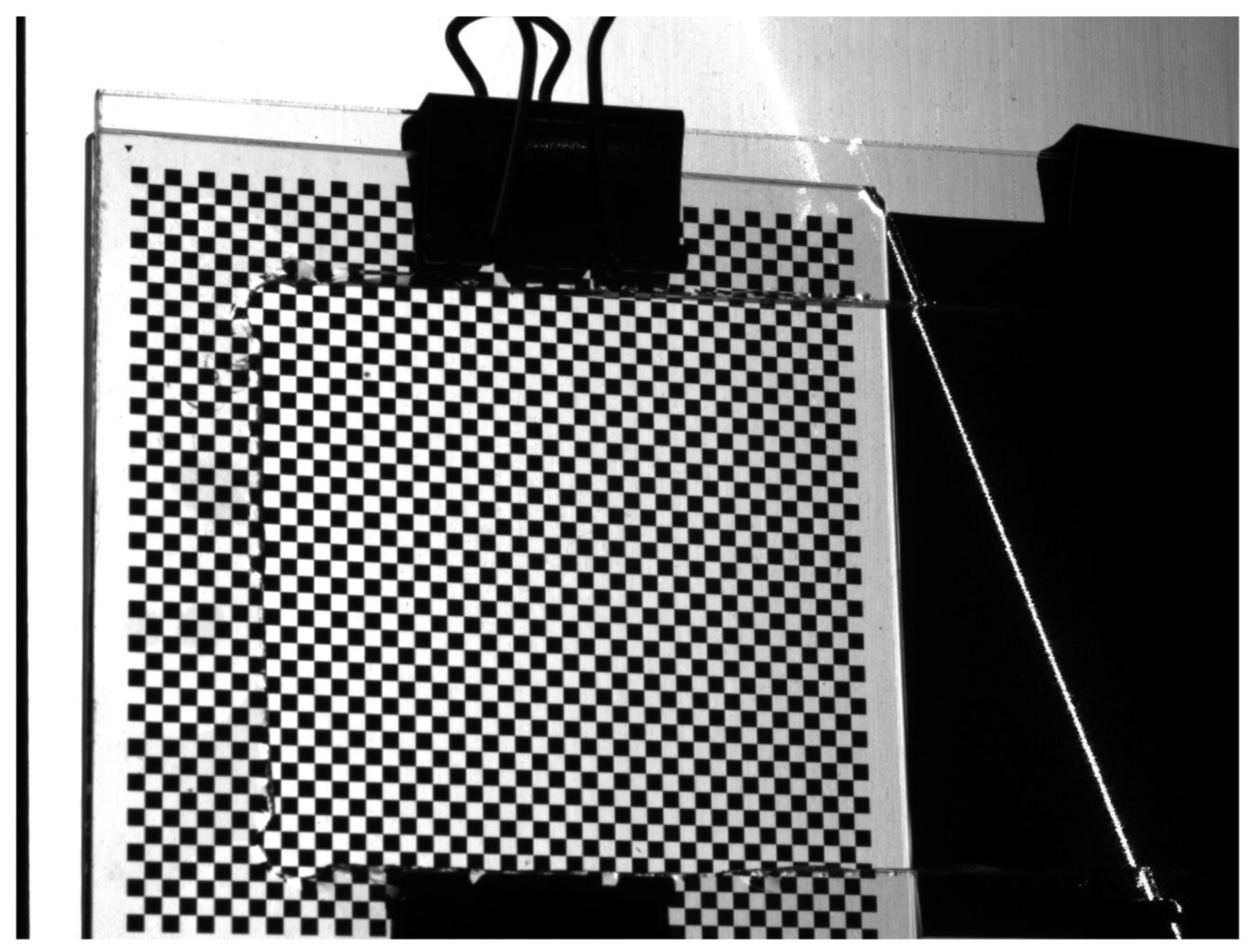
Рисунок 8. Копланарная калибровочная мишень для калибровки оптической плоскости.
Калибровка плоскости освещения была выполнена с использованием шести изображений копланарной мишени, полученных при различных ориентациях. Уравнение, представляющее собой откалиброванную плоскость освещения, выглядит следующим образом:

3.3. Улучшение качества изображений, полученных с помощью структурированных световых полос.
Как и в описанной выше процедуре, первым шагом является получение двух изображений полос структурированного света с разным временем экспозиции, как показано на рисунке 9 .
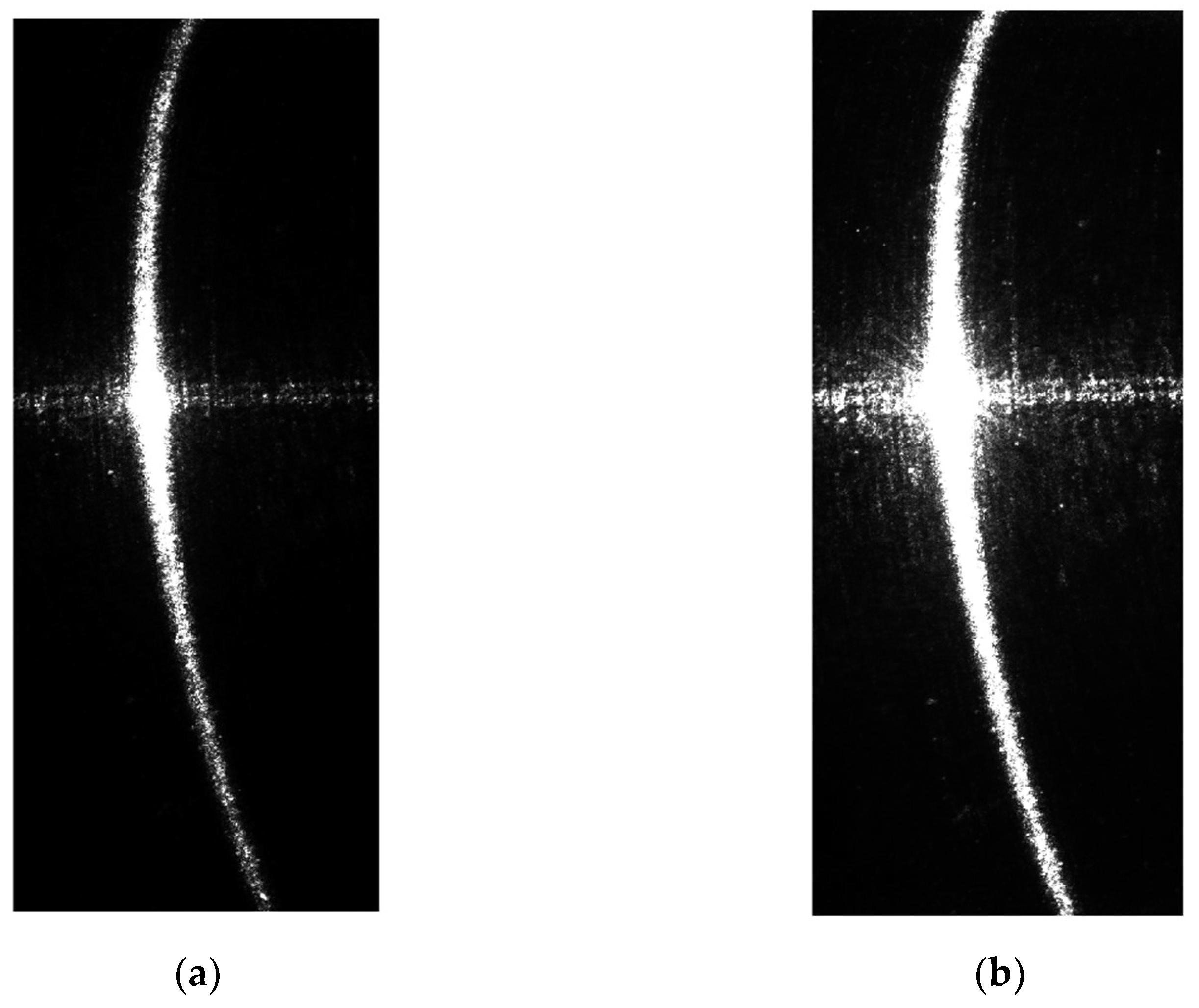
Рисунок 9. Изображения полос структурированного света с различным временем экспозиции: ( a ) изображение с низкой экспозицией, с временем экспозиции 30 мс; ( b ) изображение с высокой экспозицией, с временем экспозиции 300 мс.
Если центральные точки структурированных световых полос извлекаются непосредственно из исходных изображений, они будут содержать значительное количество шума, что приведет к ненадежным результатам измерений. Центральные точки, извлеченные из исходных световых полос, показаны на рисунке 10. Можно заметить, что на изображении с низкой экспозицией, хотя влияние зеркальных отражений от поверхности относительно невелико и отсутствует боковой шум в середине, центральные точки световых полос по бокам не являются непрерывными из-за наличия более темных областей на концах. Эта прерывистость приводит к потере деталей по бокам. Напротив, на изображении с высокой экспозицией в середине возникает сильный боковой шум, в то время как световые полосы по бокам остаются непрерывными.
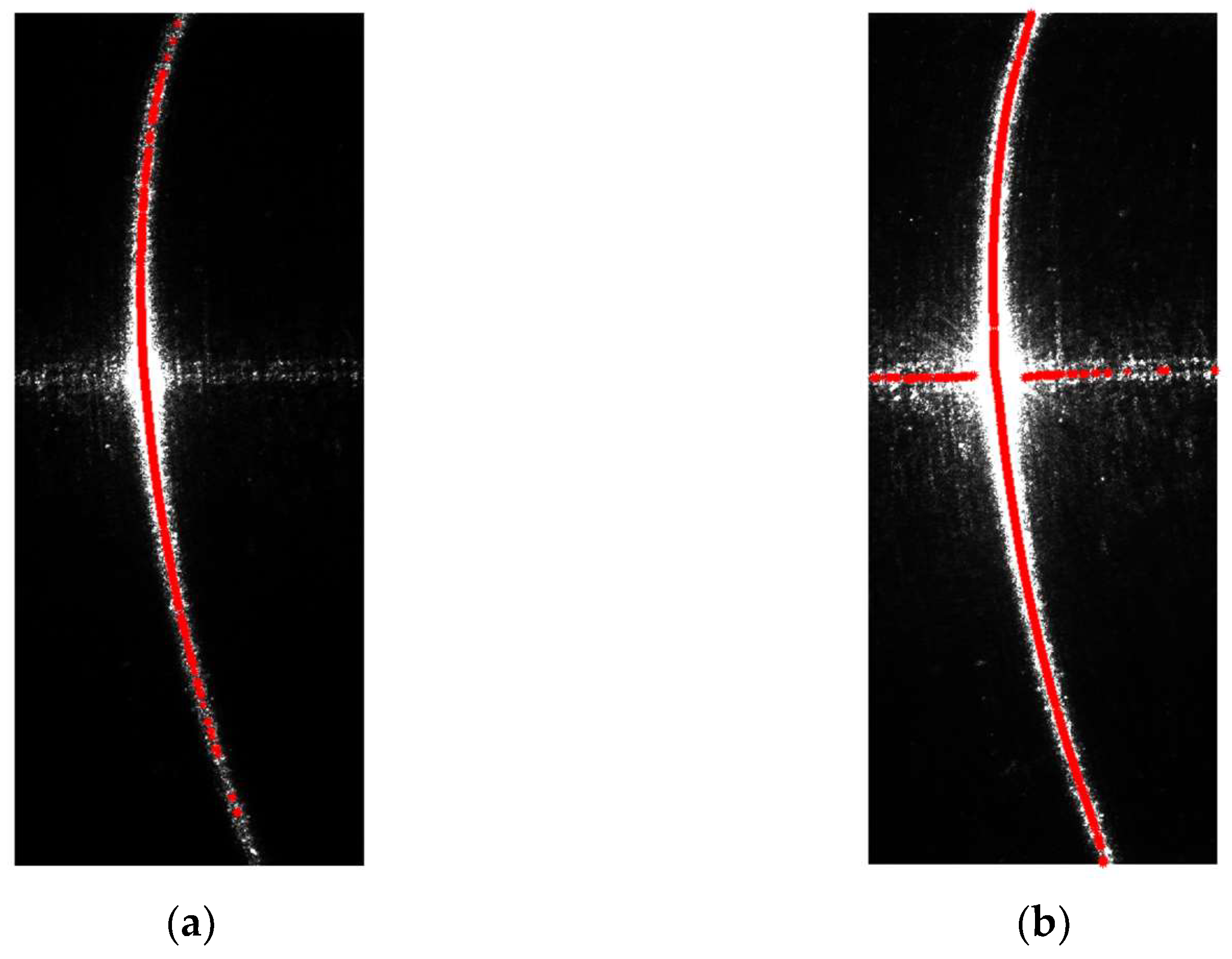
Рисунок 10. Результаты извлечения центральных точек полос структурированного света на исходных изображениях: ( a ) центральные точки полос структурированного света на изображении с низкой экспозицией; ( b ) центральные точки полос структурированного света на изображении с высокой экспозицией.
Следуя описанному выше методу, для каждого пикселя изображения были рассчитаны весовые значения. Веса основывались на центральных точках световых полос на изображении с низкой экспозицией, содержащем меньше шума. Полученная карта весов, состоящая из весовых значений для всех пикселей, показана на рисунке 11 .
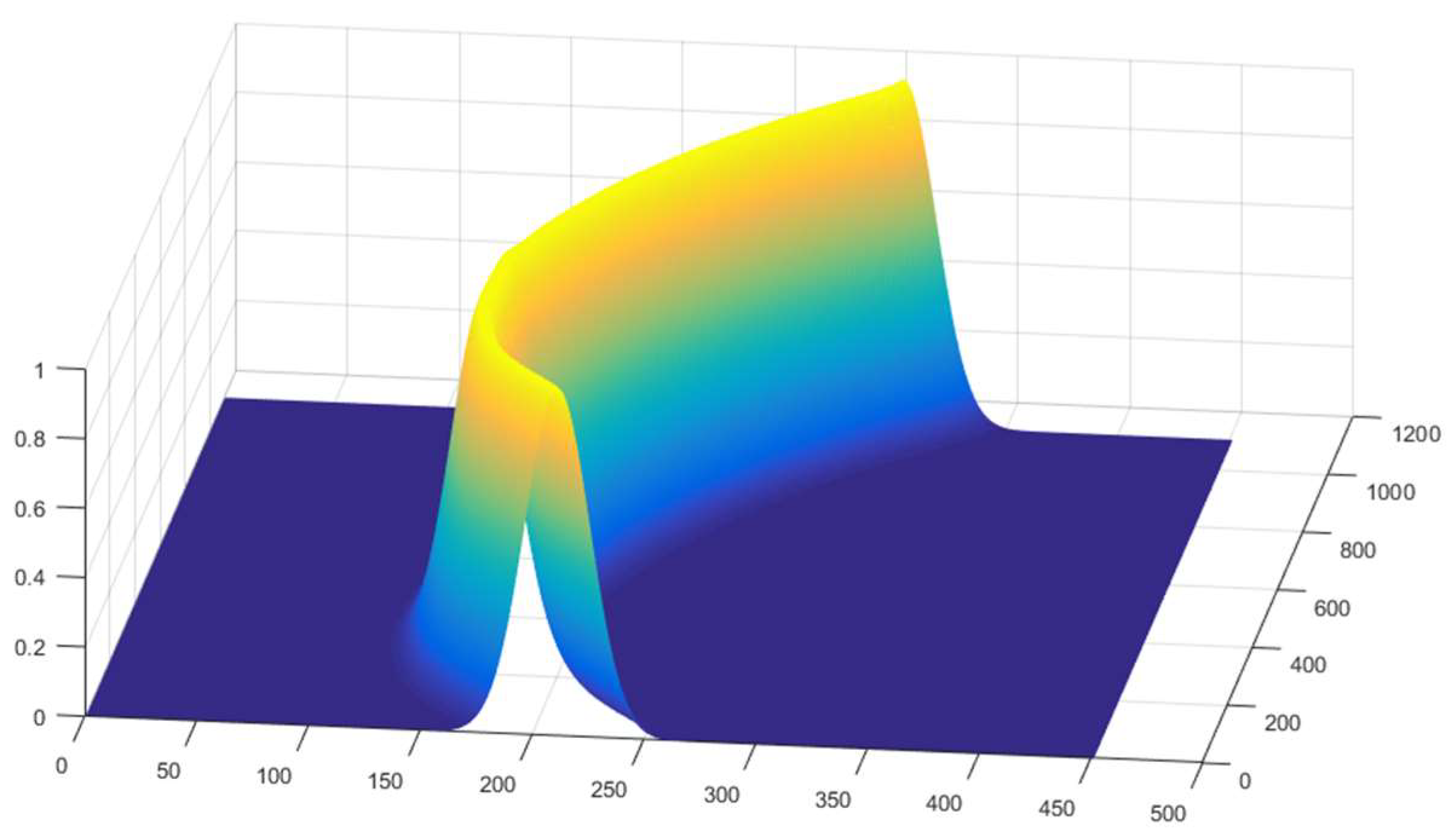
Рисунок 11. Карты весов изображений полос структурированного света. Цвета обозначают веса, при этом более теплые цвета соответствуют более высоким значениям веса.
Умножение карты весов на изображение световой полосы с высокой экспозицией приводит к получению окончательного изображения, показанного на рисунках 12 и 13. На рисунке 12 показано сравнение распределения центральных точек световой полосы до и после интерполяции, а на рисунке 13 — сравнение изображений световой полосы до и после обработки.
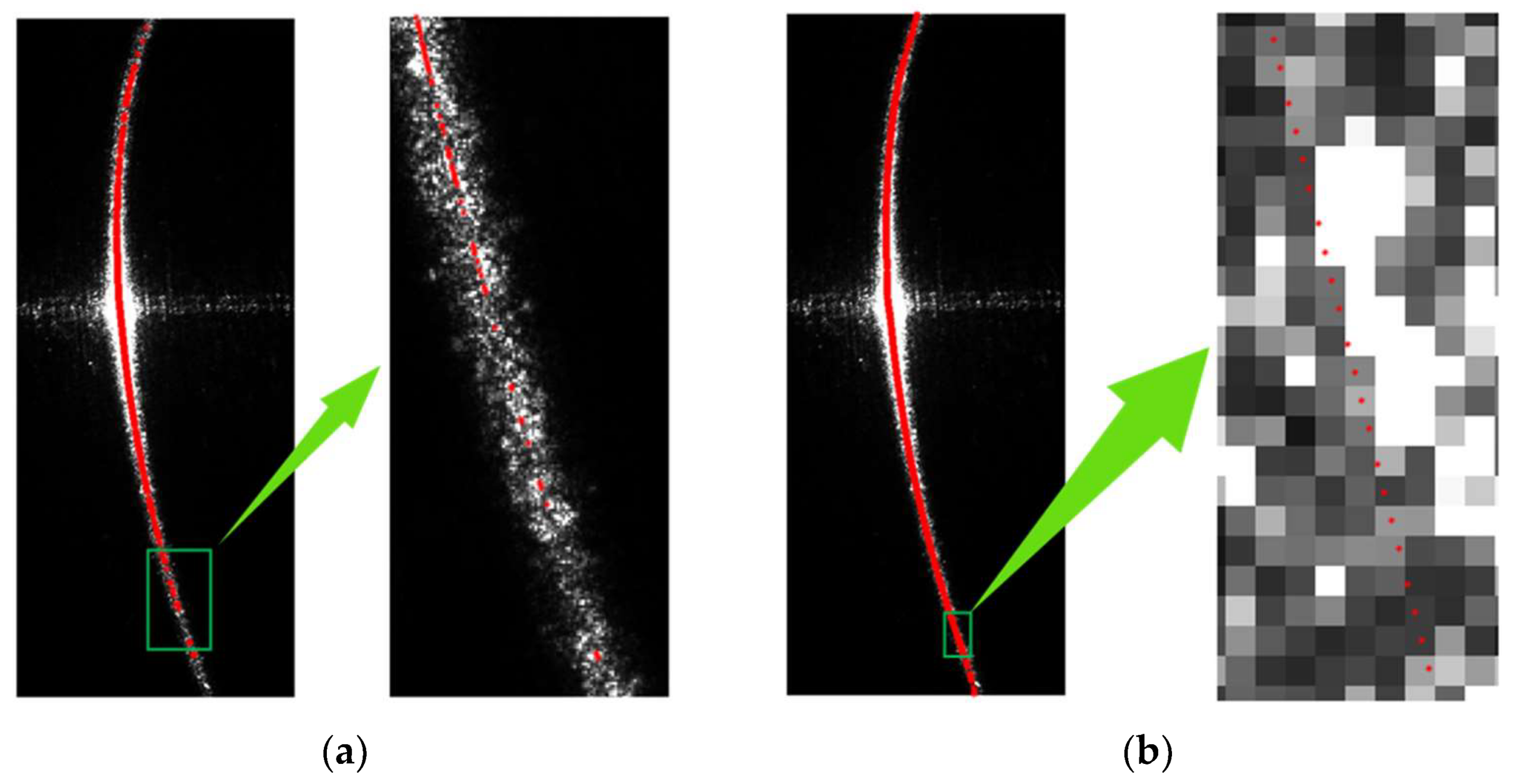
Рисунок 12. Сравнение изображений, показывающее распределение центральных точек до и после интерполяции. ( а ) — распределение центральных точек на изображении с выдержкой 30 мс; ( б ) — распределение центральных точек на обработанном изображении.
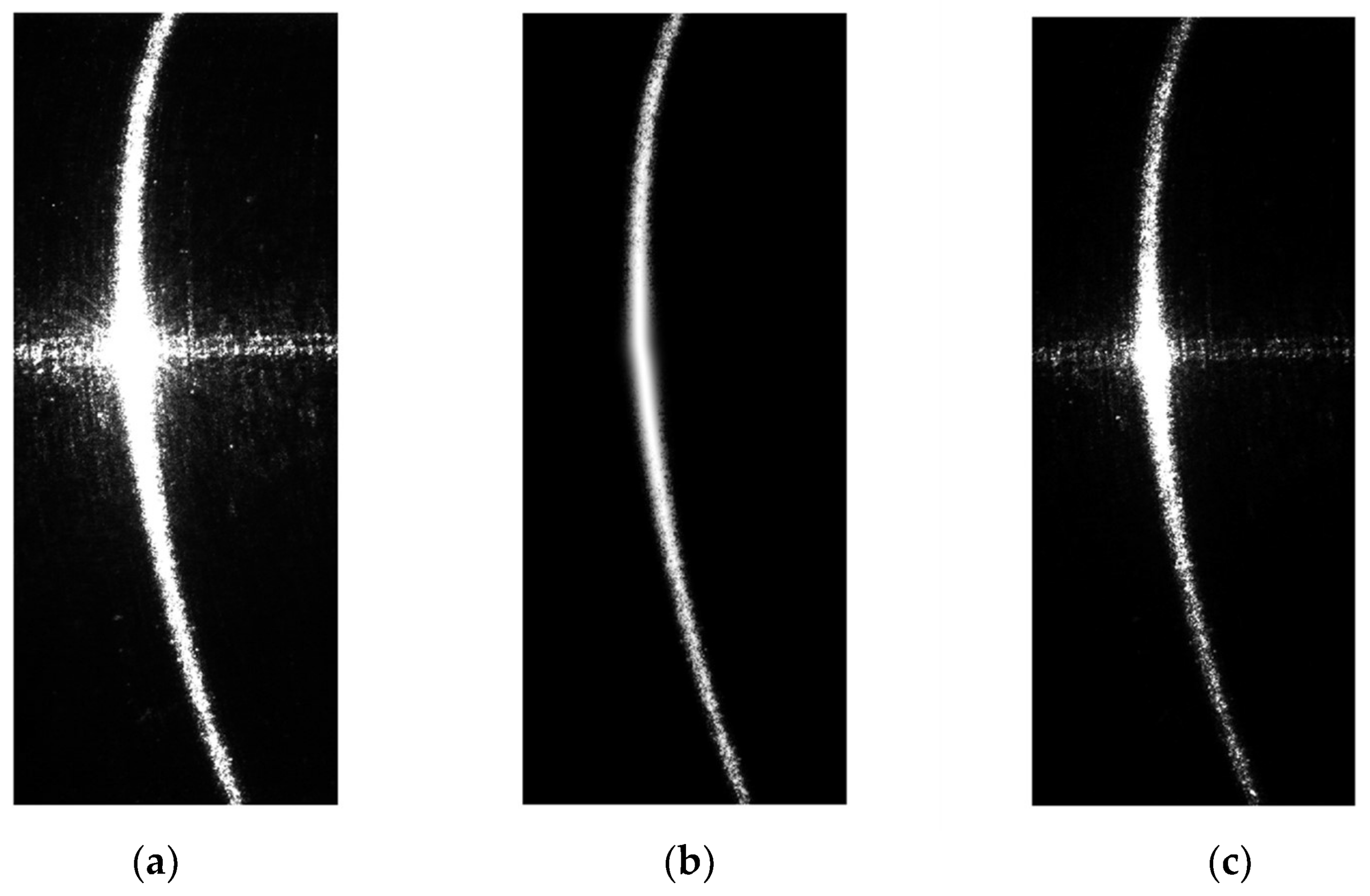
Рисунок 13. Сравнение улучшенного изображения световой полосы и изображения до улучшения. ( a ) — изображение структурированной световой полосы при высокой экспозиции; ( b ) — обработанное изображение структурированной световой полосы; ( c ) — изображение структурированной световой полосы при низкой экспозиции.
На рисунке 14b показано изображение, представляющее центры световых полос на итоговом изображении. Очевидно, что изображение световых полос, обработанное с использованием описанного в данной статье метода, сочетает в себе преимущества изображений световых полос с низкой и высокой экспозицией. Общее качество изображения равномерное, подавлены поверхностные отражения, извлеченные центры световых полос более непрерывны, а шум значительно снижен.
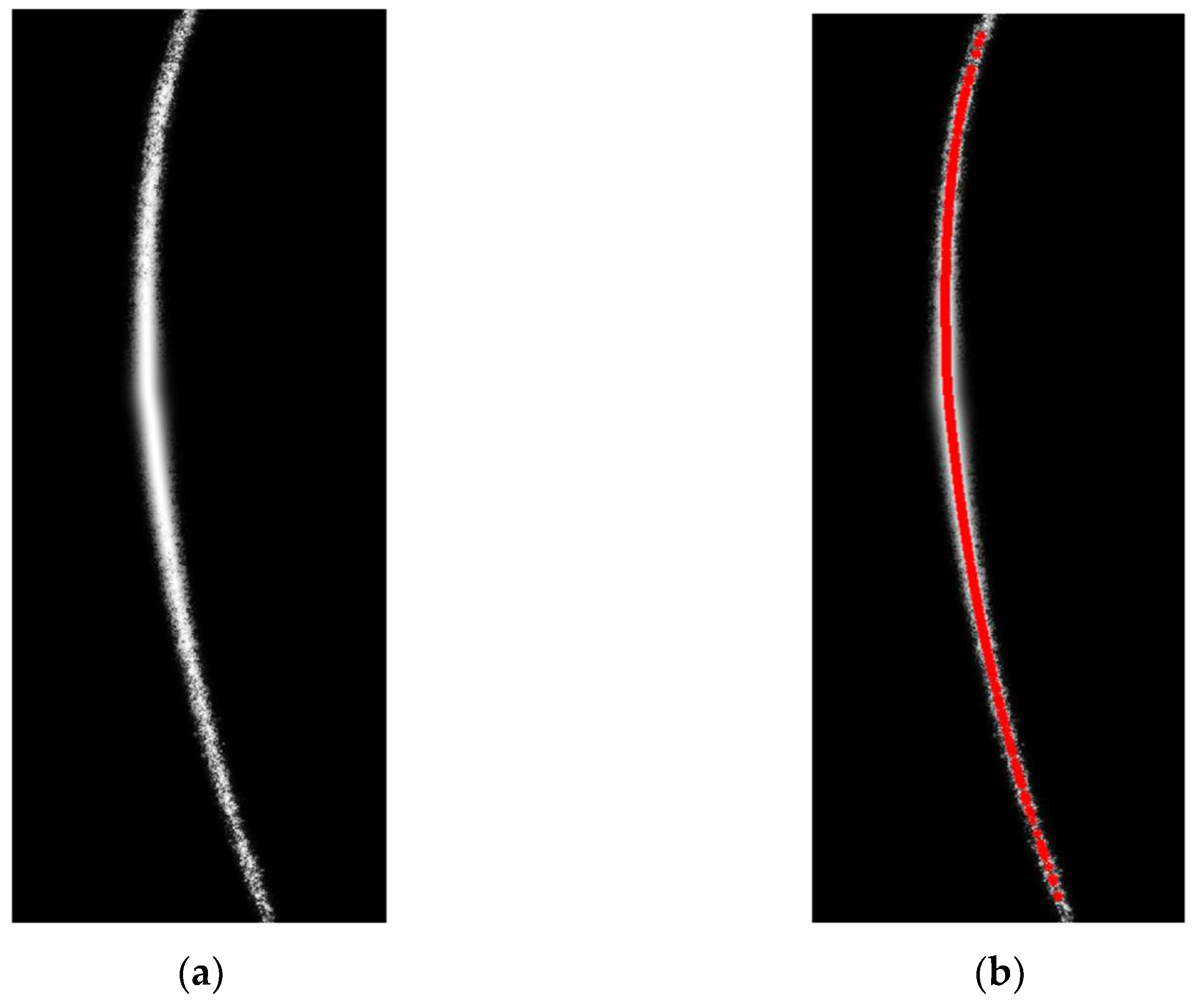
Рисунок 14. Итоговое улучшенное изображение и результаты определения центральной точки полос структурированного света: ( a ) итоговое улучшенное изображение; ( b ) результаты определения центральной точки полос структурированного света на итоговом изображении.
3.4. Результаты измерения диаметра вала без учета погрешностей формы.
Для подтверждения повышения точности измерений предлагаемого метода измерения диаметра отражающего стержня были проведены многократные измерения диаметра сечения отражающего стержня с использованием вышеупомянутого метода. Результаты измерений сравнивались с измерениями, полученными по исходным, необработанным изображениям. Кроме того, все значения измерений сравнивались с эталонными значениями диаметра для подтверждения точности измерений. Эталонные значения были получены путем цилиндрической аппроксимации методом наименьших квадратов полных данных, полученных с помощью трехкоординатного измерительного прибора (КИП).
Диаметр одного и того же участка отражающего стержня измерялся при разных ориентациях, всего было проведено шесть измерений. Для каждого измерения были получены два изображения в структурированном свете с разным временем экспозиции, которые использовались для измерения диаметра с помощью изображения с низкой экспозицией, изображения с высокой экспозицией и улучшенного изображения, полученного с помощью предложенного метода. Полученные результаты измерений представлены в таблице 3.
Таблица 3. Результаты измерения диаметра отражающего сегмента стержня. (Единица измерения: мм).
| 1 | 2 | 3 | 4 | 5 | 6 | Среднее значение | Средне-квадра-тичная ошибка | |
|---|---|---|---|---|---|---|---|---|
| Изображение с низкой экспозицией | 39.801 | 39.780 | 39.922 | 39.896 | 39.792 | 39.806 | 39.8330 | 0.05497 |
| абсолютная ошибка |
0,071 | 0,083 | 0,068 | 0,032 | 0,053 | 0,055 | 0,06 | |
| Изображение с высокой экспозицией | 41.107 | 40.602 | 43.156 | 42.106 | 40.997 | 43.264 | 41.872 | 1.04920 |
| абсолютная ошибка |
1.253 | 1.748 | 3.302 | 2.252 | 1.143 | 3.41 | 2.185 | |
| Обработанное изображение | 39.872 | 39.863 | 39.841 | 39.864 | 39.845 | 39.861 | 39.858 | 0.01098 |
| абсолютная ошибка |
0,018 | 0,009 | 0,013 | 0,010 | 0,009 | 0,007 | 0,011 | |
| эталонные данные | 39.854 | |||||||
В таблице 3 представлены результаты многочисленных экспериментов по измерениям, проведенных на участке отражающего стального вала. Изображения световых полос, полученные с малым временем экспозиции, менее подвержены отражениям, средняя погрешность измерения составляет 60 мкм. Однако из-за отсутствия подробной информации на концах световых полос точность измерения в целом ниже.
С другой стороны, изображения световых полос, полученные с высокой отражательной способностью, содержат высокую интенсивность на концах, но значительно подвержены влиянию поверхностных отражений в середине, что приводит к значительному шуму и крайне неточным результатам измерений. Эти изображения не обеспечивают надежных измерений.
Качество изображений было значительно улучшено с использованием предложенного в статье метода. Обработанные изображения сочетают в себе преимущества изображений с большим и малым временем экспозиции, дополняя недостатки друг друга. В результате точность измерения значительно повышается, средняя погрешность составляет всего 11 мкм. Это улучшение приводит к точности примерно в пять раз выше, чем у изображения с малым временем экспозиции, при этом время измерения увеличивается всего вдвое. Этот результат подтверждает эффективность предложенного в данной статье метода.
3.5. Результаты измерения диаметра вала с учетом погрешностей формы.
В силу особенностей системы измерения с использованием структурированного линейного света, при эллиптическом измерении диаметра вала использовалась только часть контура измеряемой поверхности вала. Для уменьшения влияния погрешностей обработки на оценку диаметра, вызванных неидеальной формой, были проведены дополнительные эксперименты для получения более реалистичных оценок диаметра вала.
Для измерения диаметра одного сегмента вала были откалиброваны различные световые плоскости для получения оценок диаметра вала для трех различных поперечных сечений вала. Кроме того, измеряемый вал был закреплен на двухпозиционном измерительном столе и повернут на три разных угла для получения контуров различных областей одного и того же поперечного сечения, а также соответствующих оценок диаметра вала. Для получения более реалистичного окончательного значения измерения было взято среднее значение оценок диаметра, полученных в разных положениях и под разными углами.
Результаты калибровки камеры для дополнительных экспериментов представлены в таблице 4.
Таблица 4. Результаты калибровки камеры для дополнительного эксперимента.
| Внутренние параметры камеры | Коэффициенты искажения | ||
|---|---|---|---|
| α | 13 622,09 | к1 | −0,0651 |
| β | 13 604,25 | к2 | 1.1355 |
| γ | 21.13 | п1 | 0,0011 |
| у0 | 1879.12 | п2 | 0,0011 |
| в0 | 1417.97 | ре | 0,0576 |
Результаты калибровки для трех различных плоскостей освещения поперечных сечений следующие:
Световая плоскость 1: 3.2831𝑥+0.0989𝑦+1.5003𝑧−1000=0
Световая плоскость 3: 3.2748𝑥+0.0692𝑦+1.6048𝑧−1000=0
Оценочные значения диаметра, полученные в разных положениях и под разными углами, вместе с соответствующими измерениями, приведены в таблице ниже. Тот же процесс измерения был применен к двум валам с разным качеством поверхности и диаметрами. Для более наглядной оценки результатов измерений абсолютные погрешности измерений приведены в таблицах 5 и 6. Изображения световых полос, соответствующих различным поперечным сечениям каждого сегмента вала, показаны на рисунках 15 и 16.
Таблица 5. Результаты измерения диаметра вала из дополнительного эксперимента (единица измерения: мм).
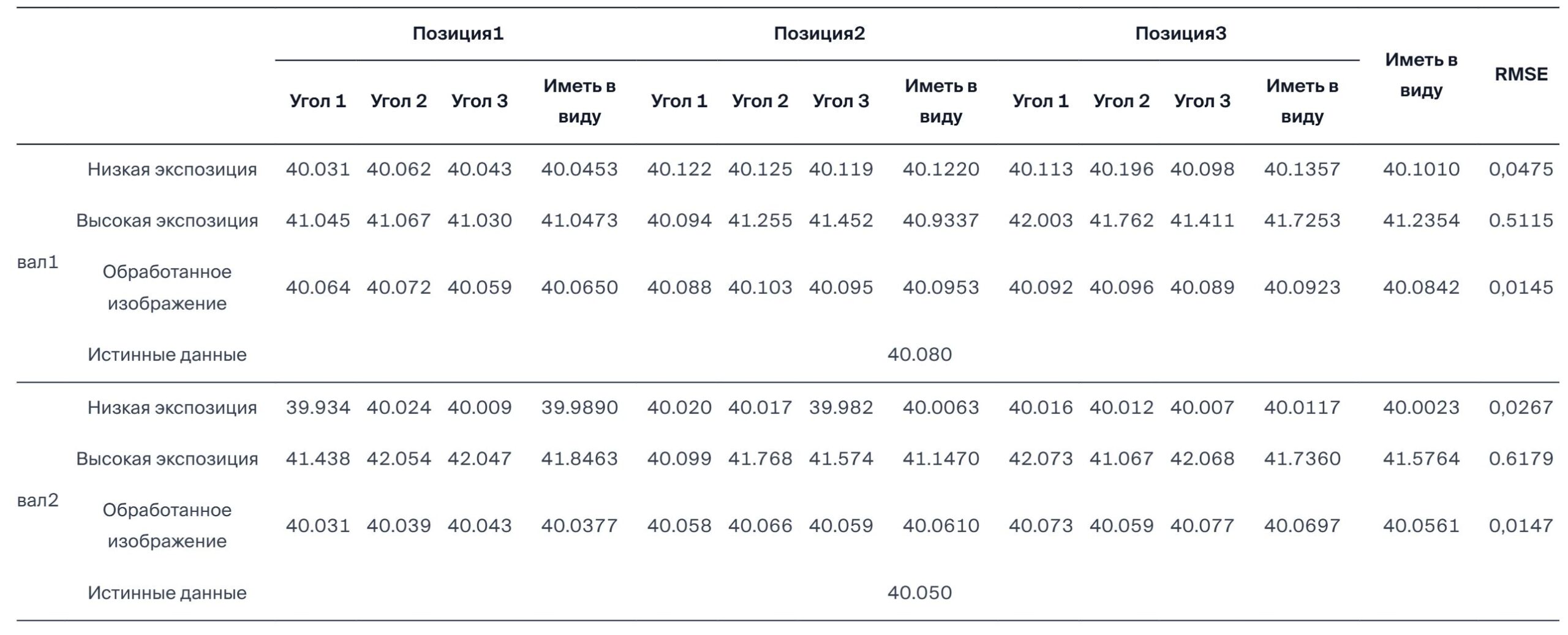
Таблица 6. Абсолютные погрешности измерений диаметра вала по результатам дополнительного эксперимента (единица измерения: мм).
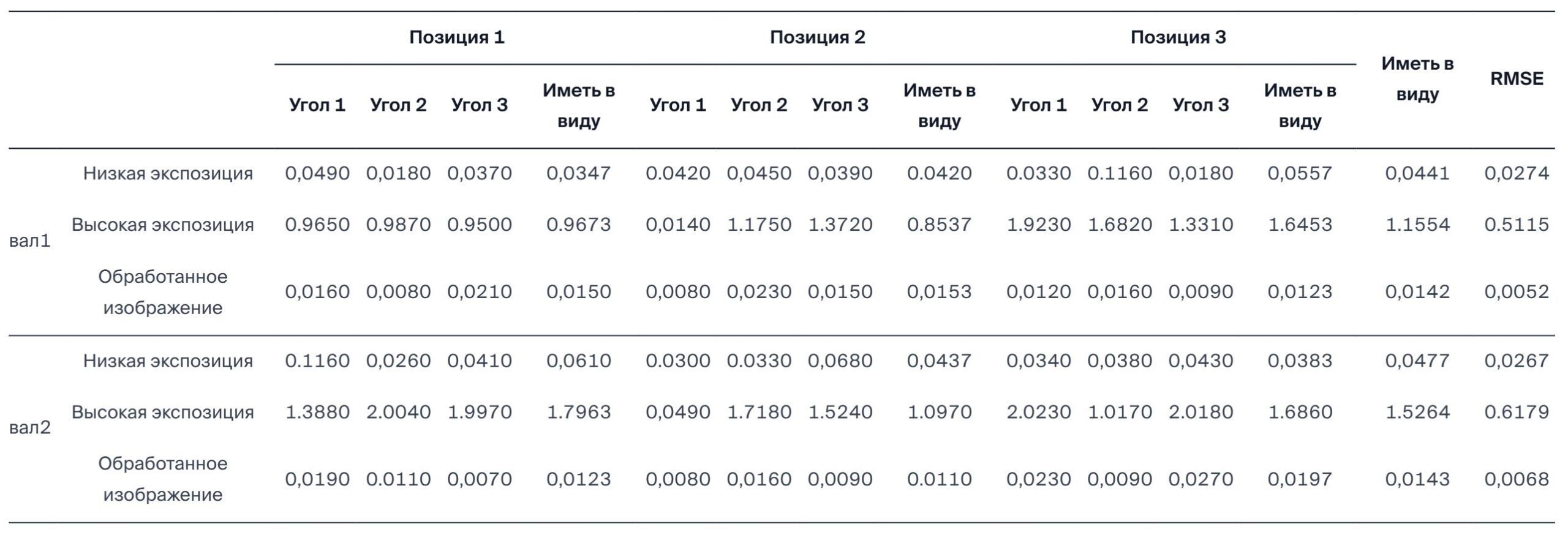
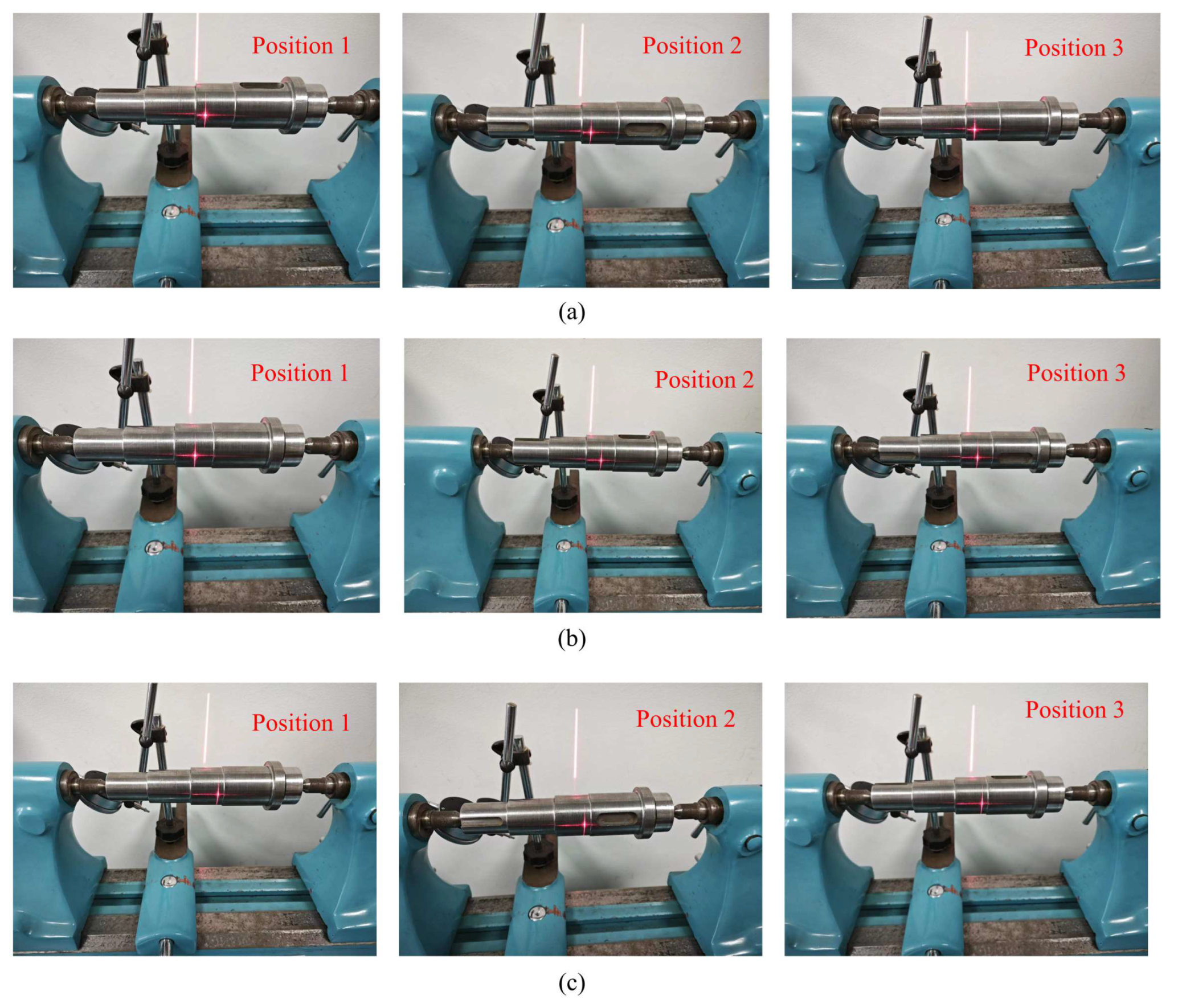
Рисунок 15. Изображения поверхности измеренного вала (вала с высокой точностью обработки поверхности). ( а ) Левая часть. ( б ) Средняя часть. ( в ) Правая часть.
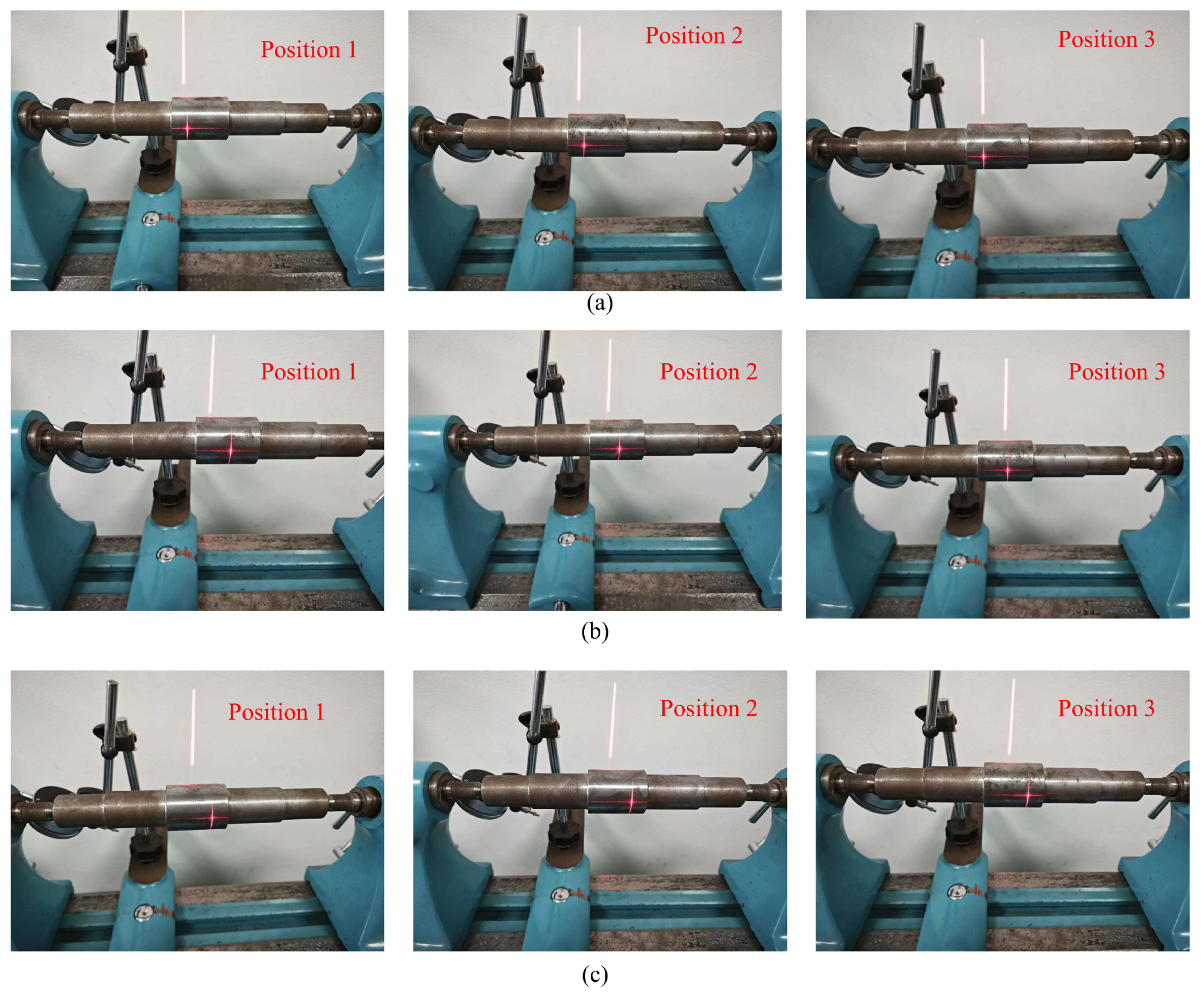
Рисунок 16. Изображения поверхности измеренного вала (вала с низкой точностью поверхности). ( а ) Левая часть. ( б ) Средняя часть. ( в ) Правая часть.
Из таблиц 5 и 6 видно, что из-за неидеальной формы поверхности компонентов наблюдаются объективные различия в различных областях, с вариациями в оцененных осевых диаметрах в разных положениях и под разными углами. Вариации особенно заметны вблизи истинных значений осевого диаметра. Необходимо учитывать оценки из разных положений и углов и получать окончательное значение измерения путем синтеза этих значений.
В качестве более убедительных окончательных измерений осевого диаметра мы представляем средние оценки осевых диаметров под разными углами и в разных поперечных сечениях в пределах одного и того же осевого сегмента. Как для изображений с низкой экспозицией до улучшения, так и для изображений с высокой экспозицией до улучшения, учет средних значений измерений, проведенных в разных положениях, действительно приближает результаты измерений к истинным значениям; однако сохраняются значительные ошибки, особенно в случае изображений с высокой экспозицией. В отличие от этого, предложенный нами метод обеспечивает улучшенные изображения с неизменно более высокой точностью, демонстрируя эффективность и надежность подхода.
4. Выводы
В ответ на проблему неточного измерения ключевых размеров отражающих объектов, возникающую в современных методах измерения с использованием структурированного света из-за влияния поверхностных отражений, в данной статье предлагается метод, основанный на восстановлении и улучшении изображений световых полос. Цель метода – улучшить качество изображений световых полос, полученных промышленными камерами, подавить влияние поверхностных отражений на качество изображения и повысить точность измерений.
Система измерения калибруется с использованием шахматной доски и копланарной мишени, устанавливая соответствие между двумерными пиксельными точками на изображении и истинными трехмерными точками на поверхности объекта. Извлечение центров световых полос из изображения с низкой экспозицией позволяет вычислить попиксельные значения весов для создания карты весов. Эта карта весов используется для попиксельной коррекции оттенков серого на изображении с высокой экспозицией. Этот процесс сохраняет качество световых полос, подавляя при этом влияние поверхностных отражений.
В результате повышается точность обнаружения центра световой полосы и значительно улучшается точность измерения диаметров валов. В ходе экспериментов по измерению предложенный метод позволил получить результаты, которые в среднем отличались от результатов, полученных с помощью КИМ, всего на 11 мкм. Максимальное отклонение составило 18 мкм, а минимальное — всего 7 мкм. Точность измерения предложенного метода в шесть раз выше, чем у необработанных изображений световых полос. Использование среднего значения измерений из разных положений и углов для оценки диаметра вала дополнительно повысило точность и надежность измерений.
Литература
- Li, W.; Li, F.; Jiang, Z.; Wang, H.; Huang, Y.; Liang, Q.; Huang, M.; Li, T.; Gao, X. A machine vision–based radial circular runout measurement method. Int. J. Adv. Manuf. Technol. 2023, 126, 3949–3958. [Google Scholar] [CrossRef]
- Miao, J.; Yuan, H.; Li, L.; Liu, S. Line Structured Light Vision Online Inspection of Automotive Shaft Parts. In Advances in Intelligent Systems and Computing; Springer: Berlin/Heidelberg, Germany, 2019; pp. 585–595. [Google Scholar]
- Bai, R.; Jiang, N.; Yu, L.; Zhao, J. Research on industrial online detection based on machine vision measurement system. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2021. [Google Scholar]
- Chen, S.; Tao, W.; Zhao, H.; Lv, N. A Review: Application Research of Intelligent 3D Detection Technology Based on Linear-Structured Light. In Transactions on Intelligent Welding Manufacturing; Springer: Berlin/Heidelberg, Germany, 2021; pp. 35–45. [Google Scholar]
- Li, X.; Wang, S.; Xu, K. Automatic Measurement of External Thread at the End of Sucker Rod Based on Machine Vision. Sensors 2022, 22, 8276. [Google Scholar] [CrossRef] [PubMed]
- Fu, X.B.; Liu, B.; Zhang, Y.C. An optical non-contact measurement method for hot-state size of cylindrical shell forging. Meas. J. Int. Meas. Confed. 2012, 45, 1343–1349. [Google Scholar] [CrossRef]
- Gu, L.; Fei, Z.; Wang, W.; Wu, J.; Xu, X. High precision FPGA real-time linear structured light imaging system. In Proceedings of the SPIE—The International Society for Optical Engineering, Beijing, China, 23–25 July 2021. [Google Scholar]
- Bao, N.; Wu, Z.; Ran, X.; Wang, K.; Xue, Y. Research on machine vision size measurement method based on particle weight. In Proceedings of the 2017 IEEE 2nd Information Technology, Networking, Electronic and Automation Control Conference, ITNEC 2017, Chengdu, China, 15–17 December 2017; pp. 1498–1503. [Google Scholar]
- Ding, Y.; Zhang, X.; Kovacevic, R. A laser-based machine vision measurement system for laser forming. Meas. J. Int. Meas. Confed. 2016, 82, 345–354. [Google Scholar] [CrossRef]
- Hao, M.; Yu, H.; Li, D. The measurement of fish size by machine vision—A review. In IFIP Advances in Information and Communication Technology; Springer: Berlin/Heidelberg, Germany, 2016; pp. 15–32. [Google Scholar]
- Ji, T.; Zhao, Z.; Zhao, N. A Machine Vision Measurement Method for Large Plates Based on Reference Point Assistance. In Proceedings of the 2022 5th International Conference on Electronics and Electrical Engineering Technology, EEET 2022, Beijing, China, 2–4 December 2022; pp. 23–26. [Google Scholar]
- Fu, L.; Cheng, T. Research on 3-D contours measuring method with linear structured light and its development trend. Appl. Mech. Mater. 2011, 63–64, 390–394. [Google Scholar] [CrossRef]
- Zheng, Z.Y.; Yao, L.; Yao, T.T.; Ma, L.Z. Simple method for shape recovery based on linear structured light. Ruan Jian Xue Bao/J. Softw. 2006, 17, 176–183. [Google Scholar]
- Zhang, Z.; Wang, D.; Liu, N.; Feng, X.; Geng, N.; Hu, S. Research on 3D point cloud data acquisition technology based on linear structured light. In Proceedings of the 2019 NICOGRAPH International, NicoInt 2019, Shenzhen, China, 15–17 November 2019; pp. 1–4. [Google Scholar]
- Li, Q.; Wang, Z.; Li, Y. Linear structured light scanning for 3-D object modeling. In Proceedings of the SPIE—The International Society for Optical Engineering, Wuhan, China, 31 October–2 November 2005. [Google Scholar]
- Hao, F.; Shi, J.J.; Chen, D.L.; Wang, F.; Hu, Y.T. Shaft diameter measurement using digital image composition at two different object distances. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019. [Google Scholar]
- Li, X.; Xu, K.; Wang, S. Precision Measurement Method of Large Shaft Diameter Based on Dual Camera System. Sensors 2022, 22, 3982. [Google Scholar] [CrossRef]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef]
- Nogueira, V.V.E.; Barca, L.F.; Pimenta, T.C. A Cost-Effective Method for Automatically Measuring Mechanical Parts Using Monocular Machine Vision. Sensors 2023, 23, 5994. [Google Scholar] [CrossRef]
- Liu, S.; Tan, Q.; Zhang, Y. Shaft diameter measurement using structured light vision. Sensors 2015, 15, 19750–19767. [Google Scholar] [CrossRef]
- Wan, Z.R.; Lai, L.J.; Mao, J.; Zhu, L.M. Extraction and segmentation method of laser stripe in linear structured light scanner. Opt. Eng. 2021, 60, 046104. [Google Scholar] [CrossRef]
- Yang, H.; Wang, Z.; Yu, W.; Zhang, P. Center Extraction Algorithm of Linear Structured Light Stripe Based on Improved Gray Barycenter Method. In Proceedings of the 33rd Chinese Control and Decision Conference, CCDC 2021, Kunming, China, 22–24 May 2021; pp. 1783–1788. [Google Scholar]
- Dworkin, S.B.; Nye, T.J. Image processing for machine vision measurement of hot formed parts. J. Mater. Process. Technol. 2006, 174, 1–6. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, C. On-machine measurement of metal parts based on machine vision. Appl. Mech. Mater. 2011, 66, 235–239. [Google Scholar] [CrossRef]
- Tian, Z.; Dai, N.; Cui, H.; Cheng, X. One method for geometric size measurement based on dual linear structured light. In Proceedings of the 2011 International Conference on Instrumentation, Measurement, Computer, Communication and Control, IMCCC 2011, Beijing, China, 21–23 October 2011; pp. 141–144. [Google Scholar]
- Li, Q.Q.; Wang, Z.; Li, Y.G. Measurement of multi-resolution modeling of 3D object using linear structured light projection. Acta Geod. Cartogr. Sin. 2006, 35, 371–378. [Google Scholar]
- Li, S.; Gao, X.; Wang, H.; Xie, Z. Monocular underwater measurement of structured light by scanning with vibrating mirrors. Opt. Lasers Eng. 2023, 169, 107738. [Google Scholar] [CrossRef]
- Qu, X.J.; Song, Y.W.; Wang, Y. 3D measurement method based on binocular vision and linear structured light. Adv. Mater. Res. 2012, 422, 17–23. [Google Scholar] [CrossRef]
- Xiao, Z.; Li, Y.; Lei, G.; Xi, J. Measurement of large steel plates based on linear scan structured light scanning. In Proceedings of the SPIE—The International Society for Optical Engineering, Beijing, China, 28–30 October 2018. [Google Scholar]
- Song, Z.; Yau, S.T. High dynamic range scanning technique. Opt. Eng. 2009, 48, 033604. [Google Scholar]
- Chen, C.; Gao, N.; Wang, X.; Zhang, Z. Adaptive projection intensity adjustment for avoiding saturation in three-dimensional shape measurement. Opt. Commun. 2018, 410, 694–702. [Google Scholar] [CrossRef]
- Lin, H.; Gao, J.; Mei, Q.; He, Y.; Liu, J.; Wang, X. Adaptive digital fringeprojection technique for high dynamic range three-dimensional shape measurement. Opt. Express 2016, 24, 7703–7718. [Google Scholar] [CrossRef]
- Feng, S.; Zhang, Y.; Chen, Q.; Zuo, C.; Li, R.; Shen, G. General solution for high dynamic range three-dimensional shape measurement using the fringe projection technique. Opt. Lasers Eng. 2014, 59, 56–71. [Google Scholar] [CrossRef]
- Kowarschik, R.M.; Kuehmstedt, P.; Gerber, J.; Schreiber, W.; Notni, G. Adaptive optical three-dimensional measurement with structured light. Opt. Eng. 2000, 39, 150–158. [Google Scholar]
- Li, C.; Xu, X.; Ren, Z.; Liu, S. Research on Calibration Method of Line-Structured Light Based on Multiple Geometric Constraints. Appl. Sci. 2023, 13, 5998. [Google Scholar] [CrossRef]
- Xie, K.; Liu, W.Y.; Pu, Z.B. The hybrid calibration of linear structured light system. In Proceedings of the 2006 IEEE International Conference on Automation Science and Engineering, CASE, Shanghai, China, 7–10 October 2006; pp. 611–614. [Google Scholar]
- Chen, R.; Huang, R.; Zhang, Z.; Shi, J.; Chen, Z. Distortion correction method based on mathematic model in machine vision measurement system. Jixie Gongcheng Xuebao/J. Mech. Eng. 2009, 45, 243–248. [Google Scholar] [CrossRef] [PubMed]
Авторы: Chunfeng Li, Xiping Xu, Siyuan Liu, Zhen Ren


