


Системы машинного зрения на основе искусственного интеллекта преодолевают ограничения человеческого фактора в контроле качества, обеспечивая последовательный и неустанный осмотр в видимом и невидимом спектрах. В отличие от систем, основанных на правилах, ИИ обучается на примерах, чтобы справляться с естественными вариациями, уменьшая количество ложных срабатываний и выявляя подлинные дефекты. Преимущества включают прогнозирование, доступность экспертных знаний и непрерывное совершенствование, превращая контроль качества в проактивную функцию.
Вспомните, когда вы в последний раз пытались найти различия между двумя похожими изображениями. Хотя это может быть увлекательной головоломкой, это изнурительно в течение восьмичасовой смены. Традиционный контроль качества в значительной степени опирается на визуальный осмотр, проводимый людьми, что создает ряд присущих ему трудностей:
- Усталость: После многочасового осмотра устают даже самые внимательные глаза.
- Субъективность: то, что одному инспектору кажется дефектом, другому может показаться незначительным.
- Ограничения скорости: человек способен обрабатывать лишь определённое количество визуальной информации в секунду.
- Невидимый спектр: мы не можем видеть ультрафиолетовое, инфракрасное излучение или микроскопические детали.
Системы машинного зрения с искусственным интеллектом, напротив, не устают, не меняют своих суждений и могут обрабатывать изображения с невероятной скоростью. Такие решения, как системы Cognex In-Sight со встроенным ИИ, могут анализировать тысячи деталей в минуту с неизменной точностью, различая детали размером в микроны и работая в диапазоне света, невидимом для человека.
Но настоящая революция заключается не только в неутомимом внимании, но и в интеллекте.
В этой статье мы расскажем, что такое автоматизированный визуальный контроль (АВК), какие технологии делают его возможным, примеры его применения в отрасли, преимущества и будущие тенденции, формирующие стратегии контроля следующего поколения.
Автоматизированный визуальный контроль — это метод контроля качества, при котором продукция автоматически анализируется на наличие несоответствий с помощью технологий машинного зрения и искусственного интеллекта. Традиционно контроль качества в производстве осуществляется посредством ручной проверки. Этот визуальный контроль может иметь недостатки. Это особенно актуально для таких ошибок, как игнорирование дефектной продукции или ложное определение дефектной продукции, иначе говоря, ложноположительный результат.
Автоматизированный визуальный контроль — это процесс контроля качества в режиме реального времени, использующий камеры, освещение и искусственный интеллект для обнаружения дефектов по мере продвижения продукции по производственной линии. Он заменяет переменные ручные проверки последовательными, основанными на данных решениями и создает отслеживаемую запись для каждой единицы продукции. Современная система визуального контроля снижает количество пропущенных дефектов, стабилизирует производительность и дает командам уверенность в масштабируемости.
Автоматизированная система визуального контроля овышает производительность производственного процесса, используя компьютерное зрение для выявления дефектов, снижения производственных затрат и сокращения сроков поставки. Благодаря применению технологии глубокого обучения, системы АВК принимают обоснованные решения, различая различные детали и характеристики изделия, при этом учитывая аномалии окружающей среды. Технология автоматизированного контроля быстро и стабильно обнаруживает дефекты независимо от их масштаба.
Учитывая кардинальное влияние, которое внедрение автоматизированных систем визуального контроля может оказать на оптимизацию производственных процессов, современным производителям следует осознавать преимущества использования АВК.
Даже у лучших инспекторов по контролю качества продукции бывают плохие дни. Недостаток сна, надвигающаяся болезнь или множество личных обстоятельств могут повлиять на работоспособность специалистов. Хотя большинство ручных проверок проводятся в соответствии с четко определенными правилами, люди субъективны в своих суждениях. Нелегко сопоставить сотни, если не тысячи, продуктов с одними и теми же последовательными критериями, учитывая ограничения человеческого визуального восприятия.
Автоматизированные камеры визуального контроля способны воспринимать более широкий спектр цветов и быстрее обрабатывать визуальную информацию для выполнения точных вычислений. А благодаря определению динамического диапазона — разницы между самыми темными и самыми светлыми точками на поверхности — камеры точно сканируют необычные формы и текстуры.
Определение места размещения производственного оборудования на заводе — это очень важное решение. Большая часть производственного оборудования занимает много места, и размещение нового оборудования может полностью изменить планировку производственного цеха. К счастью, автоматизированные системы визуального контроля не требуют большого количества оборудования для установки и могут быть легко интегрированы в существующие производственные процессы.
Для работы требуется лишь камера, совместимая с системами машинного зрения, и необходимое программное обеспечение для выполнения расширенного анализа изображений. Это оборудование легко интегрируется в большинство конвейерных систем и производственных линий. По сравнению с другим производственным оборудованием, система АВК проста в установке, интеграции и непосредственном развертывании.
Штангенциркули и микрометры на протяжении многих поколений были предпочтительными инструментами для контроля переменных параметров, но автоматизированные технологии визуального контроля полностью исключают необходимость ручных измерений. Благодаря использованию компьютерного зрения и глубокого обучения, автоматизированные системы визуального контроля позволяют точно измерять размеры и немедленно выявлять переменные параметры и нежелательные дефекты.
Технология АВК уже демонстрирует впечатляющие результаты для конкурентоспособных производителей. Широкий спектр визуального контроля качества, достигаемый благодаря автоматизированной оптической инспекции с использованием технологии глубокого обучения, практически гарантирует успех в цеху.
Автоматизированные системы визуального контроля обладают выдающимися характеристиками, которые делают их предпочтительнее традиционного ручного контроля:
- Машинное зрение работает со значительно более высоким оптическим разрешением, чем человеческое зрение.
- Может работать в опасных условиях, недоступных для инспекторов по контролю качества продукции.
- Принимает решения быстрее и обрабатывает визуальную информацию точнее.
- Сохраняет объективность и не поддается усталости или отвлечению внимания.
Функции машинного зрения и автоматизированного визуального контроля позволяют выявлять даже мельчайшие дефекты без неизбежной усталости, возникающей от выполнения сотен повторяющихся проверок вручную. Оценка может быть произведена за доли секунды. Благодаря машинному обучению, чем больше визуальной информации получает система автоматизированного визуального контроля с течением времени, тем лучше она понимает, как достичь оптимальных результатов.
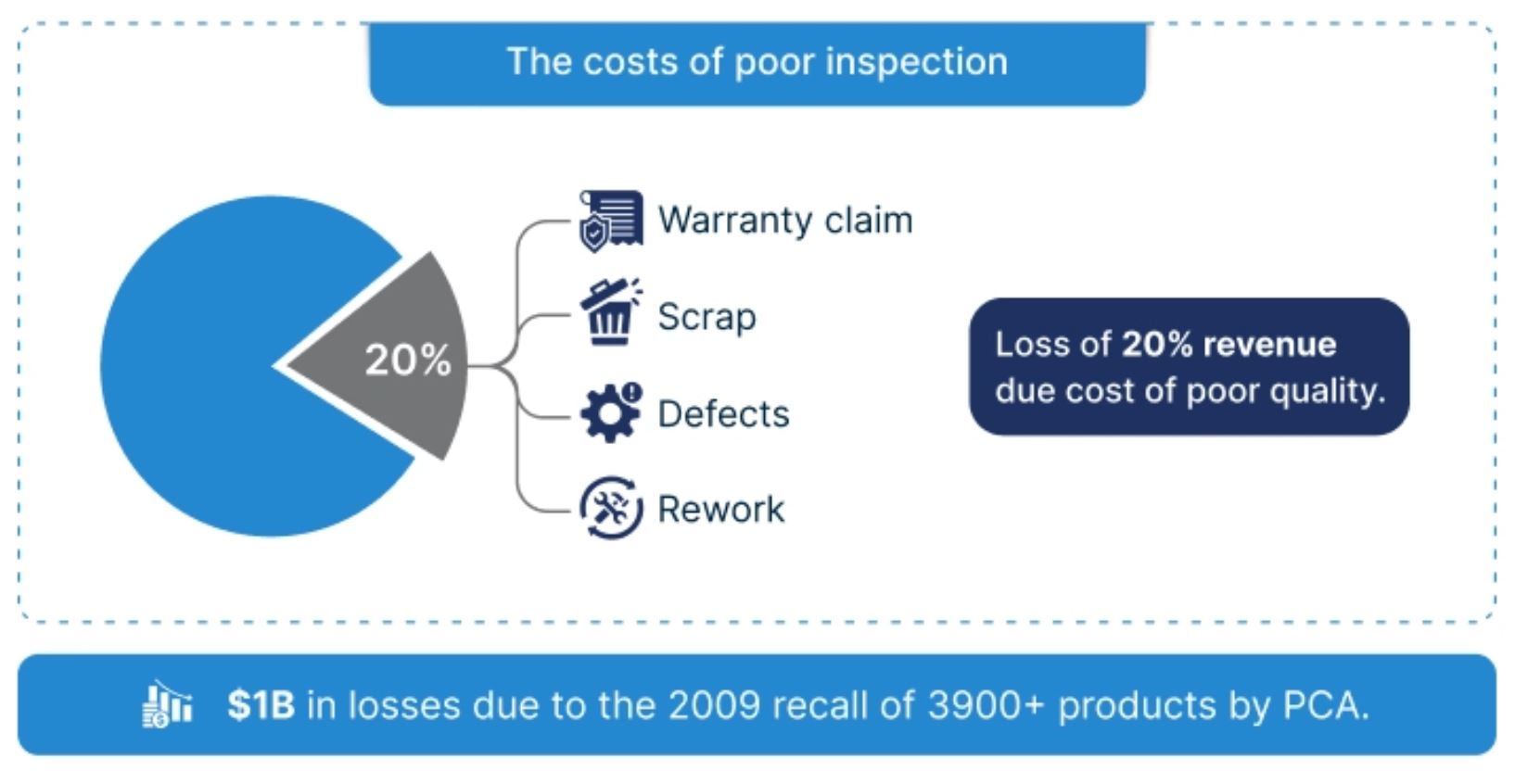
Дефекты, прошедшие проверку, в конечном итоге обходятся вам дорого. От пропущенных дефектов, нарушающих производство, до отзывов продукции, подрывающих доверие клиентов, компаниям необходимо поддерживать практически нулевой уровень дефектов при масштабировании производства.
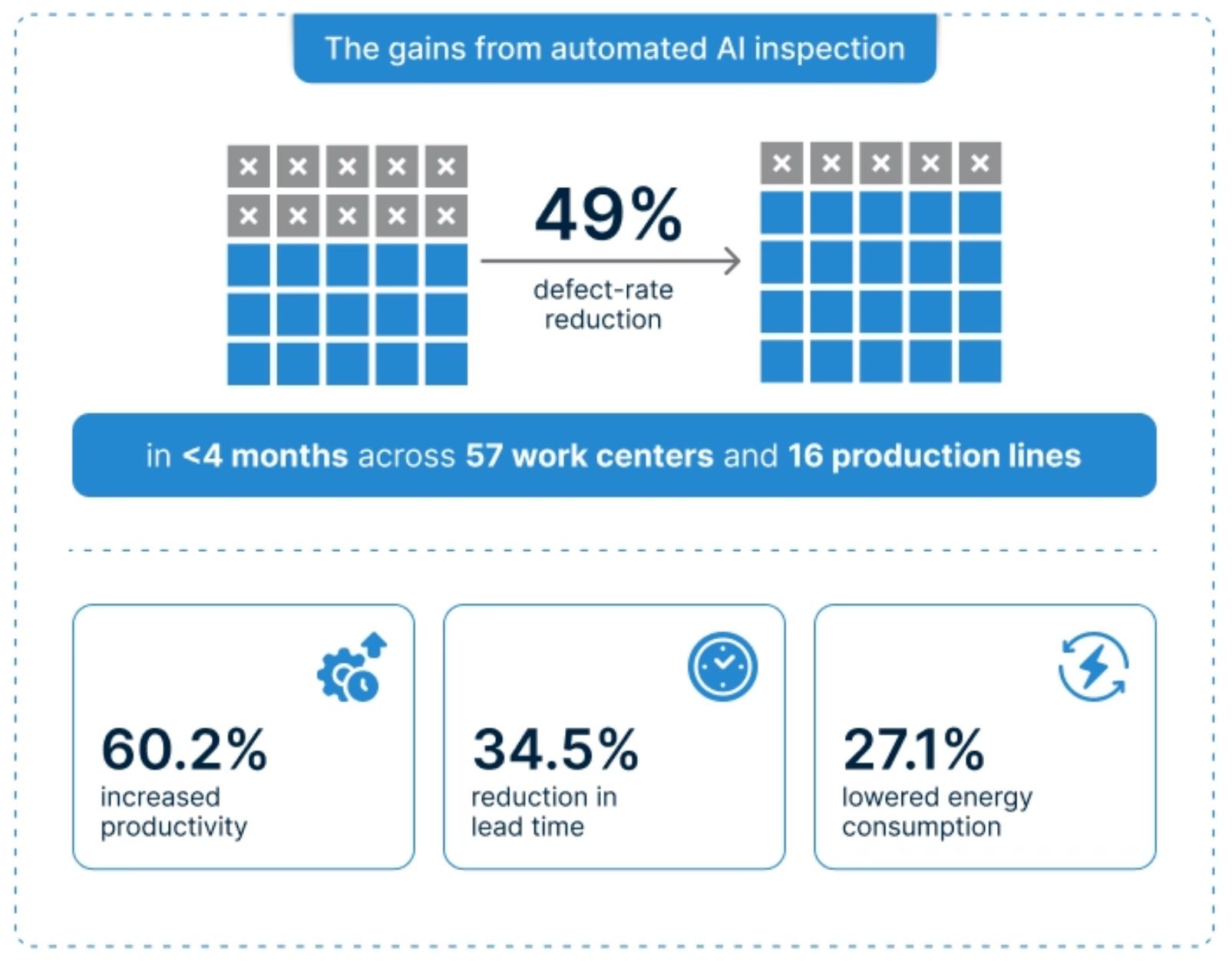
Компания Deloitte сообщает, что контроль качества с использованием искусственного интеллекта может сократить количество дефектов до 90%, превратив инспекцию в надежный способ повышения производительности и укрепления доверия клиентов.
Именно этот потенциал побуждает лидеров в производственной, фармацевтической, пищевой, автомобильной и полупроводниковой отраслях переосмысливать контроль качества. Автоматизация и искусственный интеллект обеспечивают не только стабильность, но и ощутимую экономию средств. Профессиональные поставщики решений разрабатывают системы визуального контроля с использованием ИИ для обнаружения дефектов, которые ускоряют проверки качества, повышают соответствие требованиям и дают командам уверенность в том, что каждая единица продукции соответствует необходимым спецификациям.
Как работает автоматизированный визуальный осмотр?
От захвата изображения до автоматизированных действий — вот как работает система визуального контроля на производственной линии.


-
Захват изображения
Камеры, объективы и освещение подбираются в соответствии с материалом детали и скоростью печати для получения повторяющихся кадров. Триггеры и энкодеры фиксируют экспозицию в заданном положении, благодаря чему каждая необходимая деталь находится в поле зрения без размытия.
-
Анализ изображений
Полученные кадры обрабатываются с помощью компьютерного зрения, которое нормализует яркость, повышает контрастность и выделяет области интереса. Затем обученные модели классифицируют дефекты поверхности, смещение размеров и ошибки сборки, возвращая точные оценки и местоположения.
-
Качественный ответ
Оценка модели и пороговые значения правил позволяют принять решение о прохождении/непрохождении проверки в соответствии с уровнем риска и техническими требованиями. Это решение немедленно запускает работу эжекторов, перенаправителей или обеспечивает безопасную остановку, а операторы получают целевые оповещения.
-
Обратная связь по процессу
Результаты и изображения загружаются в MES/SPC для отслеживания выхода годной продукции, ложных срабатываний и отклонений. Команды корректируют пороговые значения и этапы обработки, а также подбирают новые примеры для поддержания точности моделей с течением времени.
Внедрение автоматизированной системы визуального контроля обеспечивает стабильные результаты в кратчайшие сроки и возможность отслеживания продукции для проведения аудита.
Основные компоненты автоматизированной системы визуального контроля
Правильный выбор компонентов снижает риски при развертывании и обеспечивает согласованность решений на производственной скорости. Современные автоматизированные системы визуального контроля сочетают в себе точное изображение, интеллектуальное программное обеспечение и безупречную интеграцию, что позволяет предсказуемо масштабировать качество. Используйте эти компоненты в качестве контрольного списка при оценке системы машинного зрения для контроля качества.
-
Аппаратное обеспечение для обработки изображений
Автоматизированная инспекционная камера, подходящий датчик, объектив и стойка позволяют получать четкие изображения на скорости вашей производственной линии. Надежные крепления и корпуса обеспечивают выравнивание, благодаря чему изображения остаются воспроизводимыми в течение нескольких смен.
-
Освещение и оптика
Рассеянный, коаксиальный, контровой или структурированный свет выявляет контраст там, где скрываются дефекты. Согласованная оптика контролирует блики и глубину резкости, поэтому система технического зрения видит одно и то же в каждом цикле.
-
Презентация и анимация части произведения
Конвейеры, приспособления или роботы представляют каждый элемент камере под постоянным углом и с одинаковым зазором. Энкодеры, фотоэлементы и стробоскопы синхронизируют съемку с движением, чтобы избежать размытия.
-
Компьютерное зрение и глубокое обучение
Классическое компьютерное зрение обрабатывает геометрию и измерения; глубокое обучение классифицирует сложные для кодирования шаблоны дефектов. Версионированные модели и рецепты обеспечивают стабильность результатов при смене продуктов.
-
Интерфейс человек-машина, пользовательский интерфейс и отчетность
Операторы устанавливают допуски, просматривают изображения и управляют переналадкой через понятный интерфейс. Встроенная система отчетности сокращает время расследований и предоставляет командам мгновенный обзор брака и тенденций.
-
Интеграция: ПЛК, MES, ERP
Ввод/вывод ПЛК связывает результаты проверки «пройдено/не пройдено» с эжекторами, переключателями и безопасными остановками. API-интерфейсы передают изображения и метаданные в MES, SPC и ERP для обеспечения прослеживаемости, соответствия требованиям и улучшения замкнутого цикла.
Основные технологии, лежащие в основе автоматизированного визуального контроля
Высоконадежная проверка достигается за счет сочетания методов, мест их применения и поддержания их актуальности. Правильно подобранный комплекс автоматизированных средств визуальной инспекции на основе ИИ повышает уровень обнаружения дефектов, снижает количество ложных срабатываний, ускоряет переналадку и оставляет четкий аудиторский след, выдерживающий проверку в условиях регулирования. Вот комплекс средств, обеспечивающий эти результаты в производственных условиях.
-
Традиционное компьютерное зрение против глубокого обучения
Классическое компьютерное зрение превосходно справляется с геометрией, измерением размеров и выравниванием благодаря быстрым и детерминированным правилам. Глубокое обучение обрабатывает вариативные текстуры и незначительные дефекты; гибридный подход обеспечивает стабильность измерений при изменении продукции и партий.
-
Обнаружение аномалий
Когда изображений дефектов с разметкой мало, модели обучаются «нормальным» параметрам и отмечают отклонения в режиме реального времени. Обнаружение аномалий снижает трудозатраты на разметку и выявляет новые виды отказов до того, как они превратятся в тенденции.
-
3D-зрение и робототехника
Камеры глубины и лазерные профилографы позволяют обнаружить высоту, плоскостность и топографию поверхности, которые могут быть незаметны при двухмерном сканировании. Роботизированное управление обеспечивает удержание положения и угла, сокращая время цикла и делая каждый элемент одинаково доступным для осмотра.
-
Периферия и облако
Вывод данных осуществляется на периферии сети для обеспечения низкой задержки при проверке с помощью ИИ; обучение, отслеживание экспериментов и анализ данных по всему парку оборудования выполняются в облаке. Безопасное развертывание и откат обеспечивают сохранность обновлений на разных станциях и объектах.
-
Цифровые двойники
Виртуальные ячейки позволяют тестировать положение камеры, освещение и логику отбраковки до поступления оборудования. Синтетические данные о дефектах ускоряют готовность модели и связывают сигналы контроля с настройкой технологического процесса на предыдущих этапах.
Эффективное выполнение начинается с операционной дисциплины. Для масштабирования необходимы надежные MLOps для обработки данных, версионирования, развертывания и мониторинга, чтобы каждая линия работала с одной и той же проверенной конфигурацией. Надежные автоматизированные решения для контроля качества объединяют оба этих аспекта, от пилотных проектов до внедрения в масштабах всего предприятия.
Возможности АВК
АВК обладает возможностями, разработанными для достижения наилучших результатов в автоматизации производственных линий. Передовая технология компьютерного зрения АВК позволяет:
- Быстро измерьте и отсортируйте детали, убедившись, что все они имеют правильные размеры и находятся в надлежащем положении.
- Осмотрите поверхности на наличие неровностей или загрязнений.
- Определите положение объекта для точного нанесения подписей.
- Проверяйте визуальную информацию, такую как QR-коды, штрих-коды или цвета продукции.
- Оказывать помощь в процессах сортировки и сборки, подбирая продукцию к соответствующей упаковке.
Автоматизированный визуальный контроль призван выполнять роль идеального инспектора продукции, обеспечивая стабильное качество во всех аспектах изделия. Но возможности АВК выходят далеко за рамки этого. Скорость и точность оценки качества значительно превосходят возможности самых внимательных глаз. Если у изделия есть какой-либо визуальный компонент, системы АВК могут его обнаружить и измерить.
Типичные области применения АВК
Хотя автоматизированный визуальный контроль в первую очередь направлен на контроль качества, сфера его применения в производстве шире, чем можно было бы ожидать. Помимо визуальной оценки с помощью компьютерного зрения, приложения АВК могут выполнять более сложные задачи, в том числе:
- Используйте глубокое обучение для сбора данных, чтобы выявлять узкие места и повышать эффективность на других этапах производственного процесса.
- Проведите широкий спектр тестов, сравнивая видимые результаты с ожидаемыми.
- Направлять другие роботизированные или автоматизированные системы в обнаружении ошибок и изменений условий окружающей среды.
- Анализ продукции по ключевым показателям для выявления ошибок практически в любом видимом аспекте.
Эти технологии были внедрены в сложные промышленные системы производителями в самых разных отраслях, от фармацевтики до автомобилестроения и многих других.
Приложения для бизнеса и примеры использования в различных отраслях
В каждой отрасли наблюдаются свои уникальные закономерности дефектов, скорость их возникновения и требования к соответствию нормативным требованиям. Следующие примеры использования демонстрируют, как автоматизированный визуальный контроль обеспечивает измеримые результаты, помогая командам определять область применения визуального контроля с использованием ИИ для обнаружения дефектов и уверенно планировать автоматизированный контроль качества .
-
Электроника и полупроводники
Встроенная система машинного зрения позволяет выявлять субмикронные дефекты, приводящие к браку и возврату товара, еще до того, как они принесут реальную пользу. Связывание изображений с системой статистического контроля процессов (SPC) сужает технологические окна для разных инструментов и партий без замедления обработки материалов. Сохраненные профили контроля обеспечивают стабильность результатов при изменении продукции и технологической схемы в условиях широкого ассортимента.
Влияние на выход годной продукции: По данным API4.ai, один из ведущих заводов сообщил об увеличении выхода годной продукции на два-три процентных пункта и сокращении количества возвратов на 50% после внедрения системы компьютерного зрения на основе ИИ для выявления микродефектов до отгрузки.
-
Производство
Для линий смешанного производства необходимы быстрые и надежные проверки поверхностей, узлов и размеров во время цикла. Использование автоматизированных систем измерения и эталонных изображений обеспечивает согласованность измерений при переналадке. Производственные ячейки масштабируются от однопозиционных пилотных проектов до многокамерных конфигураций без нарушения производственного процесса.
Повышение точности: Согласно исследованию, проведенному Гарвардской школой бизнеса, компания Bridgestone добилась повышения точности качества более чем на 15% благодаря проверкам на основе искусственного интеллекта, что улучшило согласованность между партиями продукции.
-
Фармацевтика и продукты питания
Качество и соответствие стандартам развиваются по этим принципам. Система Vision проверяет наличие частиц, наполнение, целостность крышек, герметичность и соответствие стандартам GS1/этикетки на скорости производства, а затем подтверждает это документами, готовыми к аудиту. IQ/OQ/PQ с контрольными группами сокращает время расследований и способствует более быстрому выпуску продукции.
Риск и выгода: Как показало исследование Gallup, 53% американцев заявили, что избегали покупки определенных марок или видов продуктов питания из-за отзывов или предупреждений; АВК снижает этот риск, выявляя проблемы до отгрузки товаров.
-
Автомобильная промышленность
Безопасность и качество отделки зависят от повторяемых проверок сварных швов, клеевых швов, меток крутящего момента и окрашенных поверхностей. Роботизированное управление обеспечивает удержание положения и освещения, благодаря чему мелкие дефекты видны во время цикла. Результаты привязываются к производственным записям для обеспечения прослеживаемости и более быстрого анализа первопричин.
Результаты по качеству отделки: Использование системы визуального контроля при покраске позволило сократить количество доработок, связанных с покраской, на 35%, а также повысить выход годной продукции с первого раза и улучшить качество отделки.
-
Здравоохранение и медицинские изделия
Небольшие партии и жесткие допуски требуют 100% контроля с контролируемым доступом к документации. Высококачественная визуализация и проверка UDI регистрируют данные в истории устройства для поддержки аудитов ISO 13485. Ячейки с поддержкой оператора обрабатывают отклонения от нормы, не замедляя выпуск продукции.
-
Потребительские товары в упаковке
Для крупносерийной упаковки необходимы скорость и точность, работающие в унисон. Система машинного зрения проверяет крышки, запечатывания, наполнения и кодировку синхронно с разливочными и укупорочными машинами, а подтверждение брака предотвращает повторный ввод данных. Библиотеки вариантов обеспечивают высокую точность для всех артикулов и изменений в макетах.
Результаты по скорости линии: Как сообщает Vision Systems Design, система машинного зрения на основе ИИ обеспечивает 1200 проверок крышек в минуту (≈72 000 в час) на линиях розлива и помогает повысить выход годной продукции с первого раза.
Преимущества АВК
Совершенно очевидно, что АВК невероятно полезен для производителей, стремящихся сократить количество ошибок и повысить производительность. Но конкретные преимущества АВК настолько убедительны, что способны заинтересовать даже самых скептически настроенных производителей.
Сокращение количества ошибок, повышение эффективности контроля.
Автоматизированная система визуального контроля может выполнять больший объем работы с большей эффективностью, чем ее человеческие аналоги. Автоматизированные системы контроля с машинным зрением могут обеспечить 100% проверку деталей, в то время как даже самые опытные инспекторы-люди могут рассчитывать на 80% в лучшем случае. Более мелкие детали и мельчайшие подробности этих деталей могут быть проанализированы с молниеносной скоростью.
100% соответствие стандартам.
Правильная маркировка имеет важное значение для некоторых продуктов, особенно в фармацевтической промышленности. Внедрение АВК может гарантировать точность всех этикеток и их правильное размещение, устраняя опасения, связанные со случайным несоответствием стандартам фармацевтической продукции.
Улучшенные процессы.
Автоматизированная система собирает согласованные данные и является огромным подспорьем для выявления недостатков и уязвимостей в вашем производственном процессе. Чем больше данных обрабатывает система визуального контроля благодаря машинному обучению и нейронным сетям, тем лучше она понимает желаемые результаты. Будь то препятствия на сборочном, складском или любом другом участке, ошибки и потери, выявленные системой визуального контроля, могут помочь производителям обнаружить проблемы в своих процессах и соответствующим образом скорректировать ресурсы.
Снижение затрат.
Помимо повышения эффективности контроля качества, автоматизированный визуальный контроль может снизить затраты за счет уменьшения необходимости найма штатных инспекторов продукции. Использование автоматизированного визуального контроля в производственном процессе практически полностью исключает потенциальные затраты на дополнительные производственные циклы для исправления дефектных деталей.
Отрасли, которые мы обслуживаем
Технологии автоматизированного визуального контроля могут существенно изменить бизнес-процессы. Наши решения с прменением AI успешно внедрены во многих отраслях:
- Производство
- Розничная торговля
- Финансовые услуги
- Здравоохранение
- Образование
- Правительство
- И многое другое
Наша система АВК поможет улучшить ваши операции со всех сторон, обеспечивая уверенность в масштабировании производства без опасения возникновения дефектов. Используя нашу технологию отслеживания парковочных мест, вы можете оптимизировать отгрузку и транспортировку, отслеживая транспортные средства на вашей стоянке и автоматически определяя свободные парковочные места.
Автоматизированные системы визуального контроля произвели революцию в контроле качества в производстве, развеяв давние опасения, связанные с дефектами продукции и неправильной маркировкой. По мере развития наших технологий дальнейшие улучшения, несомненно, приведут к еще большей эффективности. Если совершенствование производства является приоритетом для ваших производственных операций, сейчас самое подходящее время для внедрения автоматизированных систем визуального контроля.
6 главных преимуществ автоматизированных систем контроля
Ценность автоматизированного контроля качества проявляется в стабильном качестве, ускорении производственных линий и уменьшении количества неожиданностей. Вот как автоматизированный контроль приносит пользу и как снизить риски внедрения.


-
Последовательность и точность
Искусственный интеллект устраняет вариативность от смены к смене и применяет одни и те же критерии ко всем деталям. Благодаря стабильной системе визуального контроля, команды тратят меньше времени на обсуждение спорных моментов, а процент выхода годной продукции остается стабильным при каждой смене производственных процессов.
-
Производительность при высоком качестве
Технология обработки данных на периферии позволяет исключить контроль качества из критического пути, благодаря чему производственные линии работают в рамках заданного цикла без узких мест. Расширение ячеек от однокамерных до многокамерных станций происходит без увеличения времени цикла, поскольку задержка принятия решения остается в миллисекундах.
-
Сокращение брака и доработок
Выявление проблем в источнике сокращает количество отходов и уменьшает циклы переработки. В техническом примере, опубликованном API4.ai, сообщается о сокращении брака текстильной продукции на 20% после внедрения автоматизированного машинного зрения, а также о более стабильном качестве от партии к партии.
-
Снижение риска отзыва продукции.
Более эффективное обнаружение дефектов на этапе производства снижает количество отказов в полевых условиях и риски, связанные с гарантийным обслуживанием. Как обсуждалось на саммите Общества автомобильных аналитиков по отзыву продукции, компания WardsAuto сообщила о 382 случаях отзыва автомобилей в США в 2023 году и примерно 10 миллиардах долларов затрат на гарантийное обслуживание и отзыв продукции среди ведущих производителей, что подчеркивает важность предотвращения дефектов на производственной линии.
-
Данные, готовые к аудиту, и соответствие нормативным требованиям.
Изображения и метаданные создают отслеживаемую запись для статистического контроля процессов (SPC), систем управления производственными процессами (MES) и аудитов. В опубликованном отраслевом примере сочетание оптического и рентгеновского контроля позволило сократить объем доработок, связанных с дефектами, на 25%, при этом были соблюдены требования безопасности IEC и UL.
-
ROI и окупаемость инвестиций
Зачастую предприятия окупают свои инвестиции в течение года, поскольку количество ошибок сокращается, а рабочая сила перераспределяется. Издание Food Industry Executive отметило, что производители достигают окупаемости инвестиций в течение 12 месяцев благодаря использованию искусственного интеллекта для компьютерного зрения за счет уменьшения количества ошибок, снижения отходов и повышения стабильности персонала.
Типовой план внедрения и проверки
Используйте этот пошаговый список, чтобы снизить риски внедрения и обеспечить успешное завершение процесса. Отмечайте каждый пункт перед переходом к следующему этапу.
-
Исследование и определение масштабов проекта
- Документируйте детали, типы дефектов, темпы производства, ограничения и бизнес-цели.
- Выберите метод визуального осмотра; составьте краткий список типов автоматизированных систем контроля с обоснованием.
- Определите критерии успеха и составьте план сбора данных (что собирать, где, как часто).
-
Сбор и маркировка данных
- Снимайте наборы изображений, различающихся вариантами, материалами и условиями освещения.
- Для маркировки дефектов используйте метрологические измерения в качестве эталонных данных.
- Наладьте управление набором данных (балансировка, версионирование, доступ, хранение).
-
Проверка концепции (в автономном режиме)
- Проверьте оптику и освещение на стенде с использованием образцов деталей.
- Установите и достигните целевых показателей по обнаружению, количеству ложных срабатываний и времени принятия решения.
- Составьте базовую спецификацию, по которой может работать линия.
-
Пилотная ячейка (на скорости линии)
- Интеграция ПЛК/MES и ЧМИ; тестирование рабочего процесса оператора.
- Проверьте настройки контроля качества при переналадке.
- Отслеживайте производительность; регистрируйте и утверждайте корректировки.
-
Масштабирование
- Стандартизируйте конструкцию ячейки, проводку и настройки в сборочном пакете.
- Внедрите MLOps для версионирования моделей/данных, развертывания, мониторинга и обратной связи.
- Определите процесс обновления для станций и объектов (владельцы, триггеры, этапы).
-
Критерии приемки и управление
- Определите этапы согласования с владельцами и правила утверждения.
- Согласуйте ключевые показатели эффективности (KPI): точность, полнота, время принятия решения, выход годной продукции с первого раза (FPY) и повторяемость и воспроизводимость измерений (GR&R).
- Согласовать необходимую документацию (управление изменениями, протоколы испытаний, отчеты).
-
Управление изменениями
- Проведение обучения по ролям; обновление стандартных операционных процедур и рабочих инструкций.
- Составьте график коммуникаций (ежедневные совещания, анализ показателей, эскалация проблем).
- Определите модель поддержки (ответственность, время ответа).
-
Валидация (IQ/OQ/PQ)
- Полная квалификация монтажа (IQ) с исполнительной документацией.
- Проведение оперативной квалификации (ОК) с использованием определенных наборов задач.
- Прохождение квалификационного теста (PQ) на уровне, соответствующем производственным показателям, с полным документальным подтверждением.
Основные тенденции в автоматизированном контроле
Следующая волна выходит за рамки «обнаружения и отклонения» и переходит к «прогнозированию и предотвращению». Ожидается, что визуальный контроль с использованием ИИ объединит более полные данные, более интеллектуальную автоматизацию и более эффективное управление, благодаря чему качество будет постоянно улучшаться, а не только на этапе окончательной проверки.
-
Синтетические данные о дефектах
Генеративные и основанные на физических принципах механизмы будут создавать редкие, параметризованные семейства дефектов с метками неопределенности, заполняя пробелы в покрытии без остановки производства. Активное обучение будет нацелено на следующие лучшие примеры, а цифровые двойники будут оценивать «покрытие сценария» до того, как модель увидит линию.
-
Мультимодальные датчики
В будущих ячейках будут объединены данные визуального восприятия с акустическими, вибрационными и тепловыми потоками, что позволит моделям обнаруживать предвестники до того, как дефекты станут видимыми. К RGB-потокам присоединятся камеры событий и гиперспектральные возможности, а базовые модели будут обучаться межсенсорным паттернам для более ранних и точных выводов.
-
Оркестрация периферии и облака
Размещение моделей будет определяться политикой: вывод с низкой задержкой на периферии, с использованием облачных ресурсов для переобучения, анализа отклонений и A/B-тестирования парка оборудования. Федеративное обучение позволит обмениваться улучшениями между площадками без перемещения конфиденциальных данных, обеспечивая соответствие требованиям и актуальность автоматизации визуального контроля на основе ИИ.
-
Автономные клетки
Самокалибрующаяся оптика и автоматическая настройка освещения будут поддерживать качество изображения при изменении деталей и окружающей среды. Роботы будут перенастраивать обзор в режиме реального времени, а замкнутые контуры будут предлагать безопасные корректировки процесса (с одобрения человека), переводя контроль из контрольной точки в источник непрерывного управления.
Выходя за рамки обнаружения дефектов в реальном мире
Влияние искусственного интеллекта на компьютерное зрение заключается не только в обнаружении дефектов. Оно коренным образом меняет производственные процессы:
Возможность разработки новых продуктов
Когда компании знают, что могут надежно обнаруживать даже незначительные дефекты, это открывает возможности для более инновационных разработок, которые раньше могли быть слишком рискованными.
Повышение устойчивости
Сокращение количества ложных браков означает уменьшение отходов — это выгодно как для прибыли, так и для окружающей среды. Один производитель продуктов питания сообщил о сокращении отходов более чем на 30% после внедрения системы Cognex In-Sight с инструментами искусственного интеллекта.
Поддержка усилий по возвращению производства в страну.
Поскольку компании по всему миру возвращаются к производству на своих предприятиях, системы машинного зрения на основе искусственного интеллекта обеспечивают автоматизацию без участия человека, позволяя производителям поддерживать более высокое качество с меньшим количеством инспекторов, что дает им возможность контролировать затраты на рабочую силу.
Превратите инспекцию с использованием ИИ в преимущество в плане качества, скорости и соответствия требованиям
Ручные проверки с трудом справляются с растущим разнообразием продукции и ускорением производственных линий. В результате возникает изменчивость в критических точках, увеличивается объем расследований и давление, связанное с необходимостью доказывать соответствие требованиям без замедления производства. Хорошо настроенная система обработки изображений обеспечивает четкие кадры, а искусственный интеллект интерпретирует их для вынесения согласованных решений о прохождении/непрохождении контроля на скорости производственной линии, сохраняя при этом точные записи для аудитов и анализа первопричин.
Снизьте риски внедрения и действуйте быстро: обратитесь к опытному партнеру по автоматизированному визуальному контролю, чтобы разработать небольшой пилотный проект с четкими критериями приемки. Масштабируйте систему с помощью MLOps, чтобы на каждой станции использовалась одна и та же проверенная конфигурация, а качество стало измеримым преимуществом.
Первые шаги в развитии искусственного интеллекта в области компьютерного зрения
Если вы рассматриваете возможность внедрения систем машинного зрения на основе искусственного интеллекта, вот несколько практических шагов для начала:
- Начните с конкретной, важной проблемы, вместо того чтобы пытаться изменить все сразу. Многие производители считают, что автоматизированные системы визуального контроля работают лучше всего, когда на начальном этапе они сосредоточены на наиболее сложных проблемах качества.
- Для обучения соберите примеры как качественных изделий, так и изделий с различными дефектами.
- Выбирайте системы с интуитивно понятным интерфейсом , не требующие сложного программирования.
- План интеграции с существующими системами и рабочими процессами.
- Привлекайте операторов к процессу на ранних этапах, чтобы заручиться их поддержкой и получить ценную информацию.
Переход не обязательно должен быть сложным. Многие производители начинают с одного приложения, доказывают его ценность, а затем расширяют его применение на другие области.
Контроль качества в производстве в равной степени зависит от автоматизации и человеческого фактора. Однако важно понимать, что производственные предприятия будущего будут нуждаться как в физических, так и в цифровых возможностях для использования данных в режиме реального времени, обеспечения совместимости и внедрения технологий искусственного интеллекта.
Будущее уже здесь: сотрудничество человека и искусственного интеллекта.
Наиболее успешные примеры применения технологий компьютерного зрения на основе ИИ не исключают участие человека в контроле качества — они трансформируют роль человека из утомительной проверки в более важные виды деятельности, такие как совершенствование процессов и обработка исключений.
Это конструктивное взаимодействие между человеческим интеллектом и искусственным интеллектом не только повышает качество контроля, но и открывает двери к производственным возможностям, которые мы только начинаем себе представлять, раскрывая детали, которые все это время оставались на виду.
Часто задаваемые вопросы
1. Что такое автоматизированный визуальный осмотр?
Автоматизированный визуальный контроль — это использование камер, освещения, компьютерного зрения и искусственного интеллекта для автоматического обнаружения дефектов и проверки характеристик продукции по мере ее перемещения по производственной линии. Он заменяет переменные ручные проверки последовательными, основанными на данных решениями и создает отслеживаемую запись для каждой единицы продукции.
2. Какие отрасли больше всего выигрывают от автоматизированного визуального контроля?
Наибольшую выгоду от этого получают такие отрасли, как электроника и полупроводники, автомобилестроение, фармацевтика и медицинские изделия, пищевая промышленность и производство товаров народного потребления, а также дискретное производство. В этих секторах работают большие объемы продукции или соблюдаются жесткие допуски, где необходимы постоянные и оперативные проверки качества и отслеживание результатов.
3. Как искусственный интеллект меняет будущее систем визуального контроля?
Искусственный интеллект меняет визуальный контроль, изучая тонкие, изменчивые закономерности дефектов, которые не обнаруживаются одними лишь правилами, и обеспечивая обнаружение аномалий в условиях дефицита помеченных дефектов. Он также способствует более быстрому обновлению моделей с помощью MLOps и, все чаще, синтетических данных и мультимодального зондирования для более ранних и надежных выводов.
4. С какими проблемами сталкиваются компании при внедрении автоматизированного визуального контроля?
Компании сталкиваются с трудностями в обеспечении стабильного изображения (освещение, линзы, представление деталей), формировании качественных наборов данных и меток, а также интеграции с ПЛК/МЭС на скорости производственной линии. Кроме того, им необходимо управлять изменениями, определять четкие критерии приемки и поддерживать модели с течением времени, чтобы предотвратить дрейф.
5. Может ли автоматизированный визуальный контроль справиться со сложными дефектами или только с поверхностными проблемами?
Автоматизированный визуальный контроль может справляться как с поверхностными, так и со сложными дефектами при условии правильного проектирования системы визуализации. 3D-профилографы, рентгеновские/КТ-сканеры, тепловые или гиперспектральные датчики, а также глубокое обучение позволяют обнаруживать неточности размеров, внутренние дефекты или аномалии материала, выходящие за рамки простой проверки поверхности. Расскажите нам о вашей задаче, и мы оценим варианты визуализации и их целесообразность.
6. Какова роль компьютерного зрения в Индустрии 4.0 и «умных» заводах?
Компьютерное зрение играет роль высокоточного датчика для обеспечения качества и отслеживаемости на интеллектуальных заводах. Оно передает данные изображений и метрики в системы MES/SPC и цифровые двойники, позволяя осуществлять корректировку в замкнутом цикле, стабилизировать процессы и сократить потери.
7. Насколько экономически выгоден автоматизированный визуальный контроль в долгосрочной перспективе?
Автоматизированный визуальный контроль экономически эффективен, поскольку повышает выход годной продукции с первого раза и сокращает брак, доработки и гарантийные расходы, позволяя при этом перераспределять трудовые ресурсы на более ценные задачи. Практический способ оценки эффективности заключается в моделировании меньшего количества брака и доработок с учетом затрат, связанных с низким качеством и простоями производственной линии.
8. Подходит ли автоматизированный визуальный контроль для малых и средних предприятий (МСП)?
Автоматизированный визуальный контроль подходит для малых и средних предприятий, если он планируется в рамках пилотного проекта, ориентированного на критически важную деталь или станцию. Модульное оборудование, обработка данных на периферии сети и управляемые сервисы моделирования позволяют командам начинать с малого, доказывать эффективность и расширяться без значительных первоначальных сложностей.
9. Какие методы машинного зрения используются в автоматизированном контроле качества?
В автоматизированном контроле с помощью машинного зрения применяются такие методы, как проектирование освещения и оптика, предварительная обработка и нормализация изображений, сегментация и извлечение областей интереса, измерение и оценка характеристик, сопоставление шаблонов и образцов, анализ краев/пятен, оптическое распознавание символов (OCR) и 3D-профилирование. Глубокое обучение добавляет классификацию, обнаружение и сегментацию сложных дефектов, а также обнаружение аномалий для «неизвестных» неисправностей.