


Быстрая и точная промышленная инспекция для обеспечения высочайших стандартов качества по конкурентоспособной цене является одной из самых больших проблем в обрабатывающей промышленности. В данной статье показано, как применение программного датчика на основе глубокого обучения в сочетании с оптической камерой высокого разрешения для контроля качества позволяет повысить точность и снизить стоимость процесса визуальной инспекции в полиграфической отрасли 4.0. В процессе производства гравировальных цилиндров неизбежны ошибки, такие как отверстия в печатном цилиндре.
Для повышения эффективности обнаружения дефектов и снижения затрат на контроль качества за счет автоматизации процесса в данной статье предлагается программный датчик на основе глубокой нейронной сети (DNN), который сравнивает отсканированную поверхность с используемым файлом гравировки и выполняет автоматический процесс контроля качества, обучаясь на основе обучающих данных. Разработанный датчик DNN достиг точности классификации в полностью автоматизированном режиме на уровне 98,4%.
Дальнейшие исследования направлены на использование этих результатов в трех направлениях. Во-первых, для прогнозирования количества ошибок в цилиндре, для дальнейшей поддержки работы оператора путем отображения вероятности ошибки, и, наконец, для автономного принятия решений о качестве продукции без участия человека.
1. Введение
Страны, стремящиеся возглавить эти технологические изменения и сохранить лидирующие позиции в промышленности, стратегически подготовились к новому типу киберфизической инфраструктуры, которая возникнет благодаря промышленному интернету вещей (IIoT) и науке о данных. Концепция «Индустрия 4.0» Германии превратилась в общеевропейское сотрудничество для осуществления интеллектуальной автоматизации в масштабах [1]. Аналогичным образом, в 2011 году США запустили Коалицию лидеров производства (SMLC) [2].
Другие примечательные примеры включают «Китайское производство 2025» [3], направленное на развитие передовых производственных технологий, или японскую программу «Общество 5.0» [4], которая фокусируется на целостном подходе к безопасности и благополучию людей посредством киберфизических систем. В качестве показательного примера можно привести японского производителя, который постоянно получает конкурентное преимущество, обеспечивая элементам своей цепочки создания стоимости возможность не передавать дефекты на следующий этап производственного процесса [5].
Ярким примером этого является замечательный успех внедрения компанией Toyota интеллектуальной автоматизации, или JIDOKA -UTF8min自働化- [6, 7, 8], наряду с другими стратегическими характеристиками системы бережливого производства [9, 10, 11, 12, 13, 14]. Благодаря наличию достаточного количества данных практически от любого элемента производственного процесса (например, через IIoT) и разработке вычислительных элементов, достаточно мощных для выполнения вычислений в реальном времени о состоянии потока создания ценности, стало возможным систематическое распространение JIDOKA в промышленности [15].
Фактически, существует большой потенциал для других отраслей промышленности в повышении способности машин распознавать собственное состояние с помощью интеллектуальных датчиков, способных определять специфические потребности клиентов и гибко и соответствующим образом реагировать . Это позволило бы повысить уровень автоматизации, улучшить качество продукции и персонализацию, одновременно повышая эффективность соответствующего потока создания ценности [16, 17, 18].
В рамках этой концепции оптический контроль качества (ОКК) имеет решающее значение для многих производственных процессов в стремлении удовлетворить требования заказчика [19].
С одной стороны, эффективность человекоцентрированного ОКК не соответствует необходимым требованиям: он ограничен эргономикой и стоимостью, поскольку люди устают от повторяющихся задач ОКК, и эти задачи обычно очень трудоемки. По этой причине автоматическое обнаружение визуальных дефектов, целью которого является сегментация возможных дефектных областей изображения продукта и последующая классификация их по категориям дефектов, становится необходимым решением проблемы.
С другой стороны, простые пороговые методы часто недостаточны для сегментации фоновых дефектов, если они не применяются в контролируемой среде, характеризующейся стабильными условиями освещения. Се [20] приводит классификацию существующих методов, но распространенная практика в промышленных условиях заключается в том, что каждая новая особенность должна быть описана вручную экспертами при возникновении нового типа проблемы: дефекты поверхности в изделиях промышленного производства могут иметь самые разные размеры, формы или ориентации.
Эти методы часто недействительны при применении к реальным поверхностям с шероховатой текстурой, сложными или зашумленными данными датчиков. Это приводит к тому, что классификации почти всегда недостаточны и не могут быть обобщены на неизвестные проблемы [21]. По этим причинам необходимы более надежные и достоверные результаты при обнаружении дефектов с помощью более сложных методов.
В период цифровой революции полиграфическая промышленность претерпела колоссальную трансформацию, когда струйная печать достигла зрелости. Струйная печать основана на образовании мелких капель жидкости для переноса точного количества материала на подложку под цифровым управлением. Технология струйной печати становится относительно зрелой и представляет большой промышленный интерес благодаря своей гибкости в графической печати и потенциальному применению в менее традиционных областях, таких как аддитивное производство и производство печатной электроники и других функциональных устройств.
Ее преимущества перед традиционными процессами печати многочисленны. Например, она производит мало отходов или не производит их вовсе, является универсальной благодаря различным процессам, бесконтактной и не требует использования мастер-шаблона, что позволяет легко изменять печатные узоры. Однако для использования в новых областях, таких как аддитивное производство (3D-печать), технологию необходимо доработать.
Лазерная гравировка глубокопечатных цилиндров (рис. 1) — это новейшая и наиболее перспективная разработка в области глубокой печати. Лазерная технология позволяет создавать ячейки различной формы, что невозможно при электромеханической гравировке. Эти новые формы обеспечивают более высокую плотность печати и позволяют использовать краски с более высокой вязкостью, чем при использовании обычных электромеханически гравированных цилиндров. Лазерная гравировка цилиндров также снижает влияние скорости печати на качество печати и сохраняет стабильные значения светлых тонов.


Рисунок 1. Печатный цилиндр.
Хотя лазерная гравировка ротогравюрных цилиндров является новым вариантом травления ротогравюрных цилиндров на рынке ротогравюры, современные системы все еще подвержены ошибкам. Возможные ошибки или оптически обнаруживаемые дефекты включают вмятины, царапины, включения, разбрызгивание, искривления, смещение, размазывание и чрезмерную, бледную или отсутствующую печать или ошибки цвета (т.е. неправильные цвета, градиенты и отклонения цвета от желаемого рисунка).
Наиболее распространенной ошибкой являются вмятины (32%), а наименее распространенной – размазывание (3%). Из-за различных ошибок и уровней шума, характерных для промышленных условий, автоматическое обнаружение ошибок на основе классических алгоритмов компьютерного зрения было невозможно [22]. Большинство систем стремятся выбрать потенциальные дефекты и представить их эксперту, ответственному за определение наличия или серьезности дефектов. Практика показывает, что около 30% возможных ошибок, которые необходимо проверить, не имеют значения.
Этот факт увеличивает как затраты, связанные с контролем качества, так и время выполнения всего процесса. Оба фактора имеют решающее значение для достижения доверия клиентов и должны быть систематически оптимизированы.
Учитывая эти проблемы, данное исследование рассматривает альтернативное решение для преодоления проблемы необходимости ручного предварительного определения конкретных характеристик для каждой новой задачи проверки: глубокие нейронные сети (DNN) на основе глубокого обучения. Глубокое обучение — это парадигма машинного обучения, которая позволяет вычислительным моделям, состоящим из нескольких обрабатывающих слоев, изучать представления данных с несколькими уровнями абстракции [23, 24].
DNN — это конструкции, созданные путем объединения ряда иерархически наложенных и произвольно инициализированных фильтров, которые способны автоматически изучать лучшие признаки для данной задачи классификации благодаря воздействию обучающих данных [25, 26].
Несколько архитектур DNN успешно использовались для извлечения статистической информации из физических датчиков в контексте Индустрии 4.0 в различных приложениях, таких как задачи классификации [27], визуальное распознавание объектов [23], распознавание активности человека с помощью носимых устройств [28, 29], прогнозируемое техническое обслуживание [30, 31] или компьютерное зрение [32] и другие.
В частности, DNN недавно доказали свою полезность для обнаружения дефектов в промышленных компьютерах OQC, показав многообещающие результаты благодаря автоматическому извлечению полезных признаков с минимальными или отсутствующими предварительными знаниями об изображениях [33, 34].
Цель данной работы — представить программно-определяемую нейронную сеть (DNN), которая выполняет классификацию изображений с камер высокого разрешения для обеспечения полностью автоматизированного контроля качества печатных цилиндров ведущего мирового игрока в сфере полиграфической промышленности 4.0. Как подробно показано в разделе 3, это направлено на повышение точности процесса контроля качества за счет поддержки принятия окончательного решения экспертом, что, в свою очередь, снижает стоимость контроля качества за счет автоматизации визуальной обработки.
Это следует рассматривать в контексте неблагоприятных промышленных условий, где сложность обнаружения ошибок очень высока из-за чрезвычайной изменчивости возможных ошибок, а также изменяющихся условий окружающей среды, таких как свет, влажность, грязь и загрязнение — все это может сбить с толку даже лучшие из разработанных на сегодняшний день алгоритмов.
Остальная часть статьи структурирована таким образом, чтобы обеспечить ясность изложения, воспроизводимость полученных результатов и надлежащую трактовку в контексте глобальной четвертой промышленной революции. Во-первых, в разделе 2 кратко показано непрерывное совершенствование производственного процесса лидера Индустрии 4.0, что сделало возможной интеграцию технологии глубокого обучения.
Во-вторых, в разделе 3 описываются материалы и методы, использованные для проектирования и внедрения более эффективного программного датчика на основе глубокой нейронной сети (DNN) с интегрированной системой контроля качества (OQC). Кроме того, программный код DNN доступен в репозитории открытого доступа. Далее, в разделе 4 кратко обсуждаются полученные результаты с технической точки зрения. Наконец, в разделе 5 обсуждаются краткосрочные, среднесрочные и долгосрочные последствия этих результатов для полиграфической промышленности и освещаются в более широком контексте Индустрии 4.0 в производстве.
2. Эволюция в сторону автоматического контроля качества на основе глубокого обучения.
Чтобы поместить данное исследование в более общий контекст и позволить его воспроизведение в других потоках создания ценности, важно описать постоянный процесс непрерывного совершенствования [35], которому в последние годы следовал ведущий игрок в полиграфической отрасли, чтобы достичь уровня, который позволил реализовать представленное исследование OQC на основе глубокого обучения.
Для облегчения понимания заинтересованными читателями основных этапов этого эволюционного процесса непрерывного совершенствования контроля качества, который проложил путь к полностью автоматизированному процессу контроля качества компьютерного зрения, эти этапы суммированы в таблице 1 и изображены на рисунке 2.

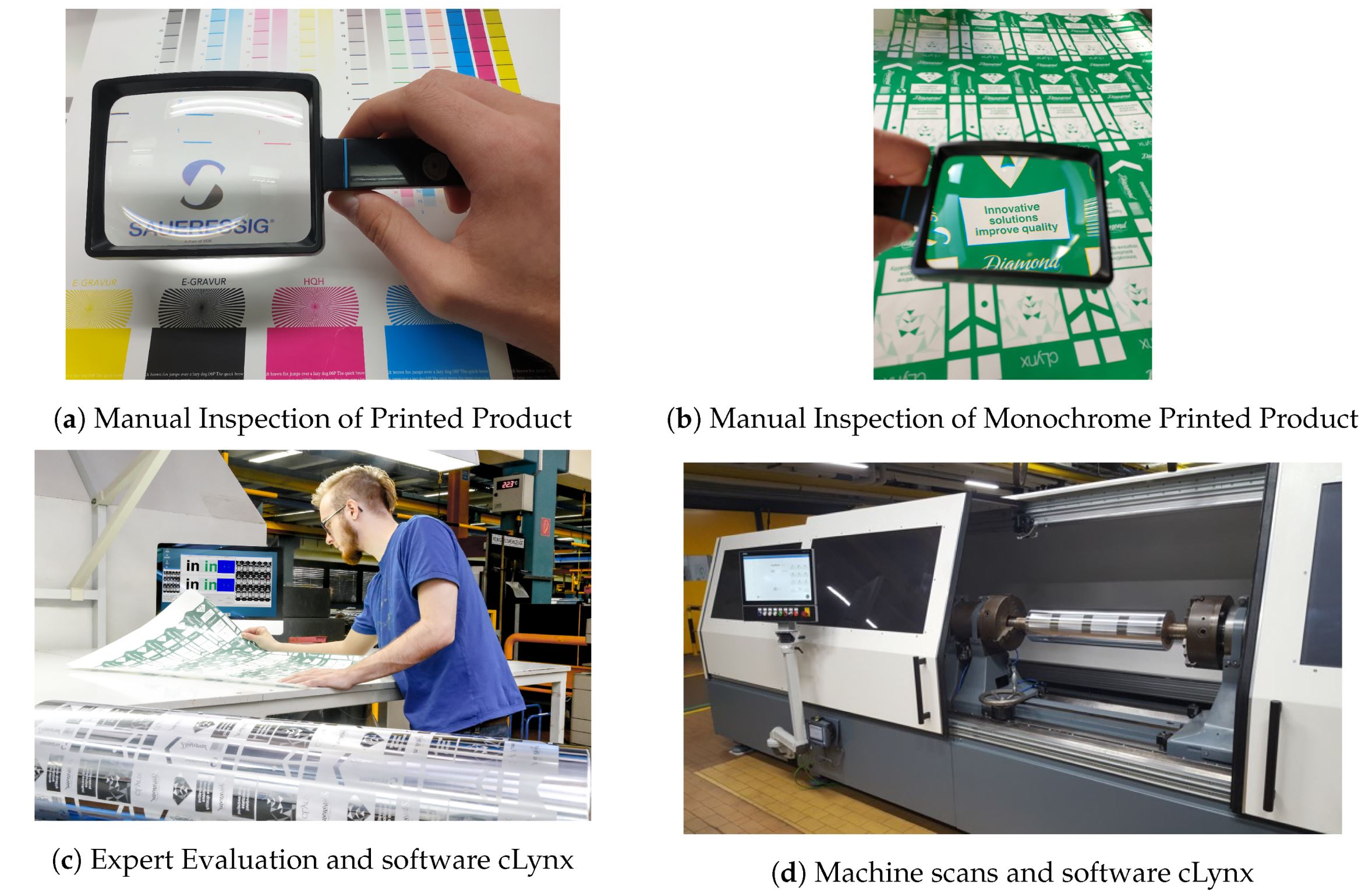
Рисунок 2. Процесс непрерывного эволюционного совершенствования OQC.
Таблица 1. Современное состояние дел.
| Этап | Описание улучшения |
|---|---|
| Ручная проверка печатной продукции (рис. 2а) | На первом этапе все цилиндры заказа печатались одновременно. Из-за используемых процессов производства гравюрных цилиндров ошибки, такие как отверстия, практически неизбежны. Для проверки качества гравюрных цилиндров все цилиндры одного заказа обычно печатаются одновременно, а полученный отпечаток проверяется вручную с помощью увеличительного стекла. Для этого необходимо смешать приблизительный цвет каждого отдельного цилиндра, и все цилиндры печатаются один за другим на одном материале. В среднем это может быть 5–10 цилиндров или цветов в одном заказе. Большой недостаток заключается в том, что все цилиндры заказа должны быть уже на месте. Таким образом, поточный метод невозможен. Кроме того, много времени уходит на смешивание цветов. Поскольку прямое сравнение с ожидаемыми данными было очень затруднительным, поиск ошибок был сосредоточен на наиболее распространенных ошибках, которые могут возникнуть при производстве гравюрного печатного цилиндра. Меднение цилиндра — это гальванический процесс, поэтому возможно наличие отверстий, которые также пропечатываются. Еще одна распространенная ошибка при производстве гравюрных печатных цилиндров — это то, что части, которые должны пропечатываться, не пропечатываются. Причины могут быть разными. Большинство из них можно отнести к проблемам, возникшим во время гравировки цилиндра. Для выявления этих ошибок без сравнения с ожидаемыми данными проводился поиск несоответствий. Поскольку необходимо было проверить множество параметров, это была довольно сложная с точки зрения эргономики работа, в ходе которой некоторые ошибки оставались незамеченными. |
| Ручная проверка отдельных цветных печатных изделий (рис. 2б) | На втором этапе все цилиндры печатались индивидуально одним и тем же (зеленым) цветом. Для дальнейшего улучшения контроля качества каждого отдельного цилиндра, на него также можно было наносить печать. Этот оттиск также проверялся вручную с помощью увеличительного стекла экспертами по процессу. Преимущество этого метода заключается в том, что не нужно ждать другие цилиндры в заказе и не требуется смешивать цвета. Однако ручная проверка оттисков занимает больше времени, поскольку на каждый цилиндр заказа (5–10 цилиндров) приходится один оттиск, а не только один оттиск на весь заказ. Хотя это повысило надежность процесса, поскольку ошибки процесса проверялись непосредственно на изделии, эргономические недостатки процесса контроля качества, основанного на участии экспертов, не удалось устранить с помощью этого нового усовершенствования. |
| Оценка ошибок экспертом с помощью запатентованного программного обеспечения cLynx (рис. 2c) | Эта проблема была решена на третьем этапе: цифровое сканирование цилиндра с помощью запатентованного программного обеспечения cLynx (DE102017105704B3) [36]. Для повышения качества и автоматизации процесса было разработано программное обеспечение cLynx, которое автоматически сравнивает отсканированный файл с файлом гравировки. Изобретение относится к способу проверки печатной формы, в частности, гравировального цилиндра, на наличие ошибок в гравировальной печатной форме. Пробный оттиск цилиндра печатается и сканируется с помощью сканера высокого разрешения. Для сравнения сканов с файлом гравировки выполняется последовательность шагов совмещения. В результате сканы сопоставляются с файлом гравировки. Различия между двумя файлами подвергаются пороговому значению, чтобы представить оператору ряд возможных ошибок. В результате сложность проверки всей печати сводится к нескольким возможным ошибкам, которые проверяются оператором. Поскольку большая часть работы по устранению неполадок выполнялась путем сканирования и использования программного обеспечения, эксперту требовалась оценка только наиболее очевидных проблем, обнаруженных программой. |
| Аппарат сканирует цилиндр и интегрирует программное обеспечение cLynx (рис. 2d). | На четвертом этапе весь процесс печати исключается, поскольку поверхность цилиндра регистрируется непосредственно камерой внутри сканирующего устройства для цилиндров. Для дальнейшего снижения затрат на контроль качества необходимо проверять цилиндр без необходимости его печати. Для сканирования поверхности цилиндра было создано устройство с высокоразрешающей линейной камерой, которая сканирует вращающийся цилиндр со скоростью приблизительно 1 метр/секунду. Поскольку само сканирование занимает незначительную часть времени обработки, эту скорость можно было бы фактически увеличить, используя более яркую светодиодную лампу. После каждого движения делается снимок, в результате чего получается плоское изображение цилиндра (рис. 3а). Основные принципы остаются теми же, что и при сканировании, поскольку делаются две полные записи цилиндра. Они сопоставляются с файлом гравировки, и возможные ошибки отображаются оператору с использованием фиксированных пороговых значений (рис. 3б). Это делается путем автоматического выбора областей вокруг возможных ошибок и вычисления абсолютной разницы между сканированием цилиндра и файлом гравировки макета, как показано на рисунке 4. Это значительно сокращает время контроля. Однако наиболее важные области по-прежнему должны оцениваться сотрудником вручную. Поэтому желателен еще один, пятый шаг на пути к полной автоматизации процесса. |

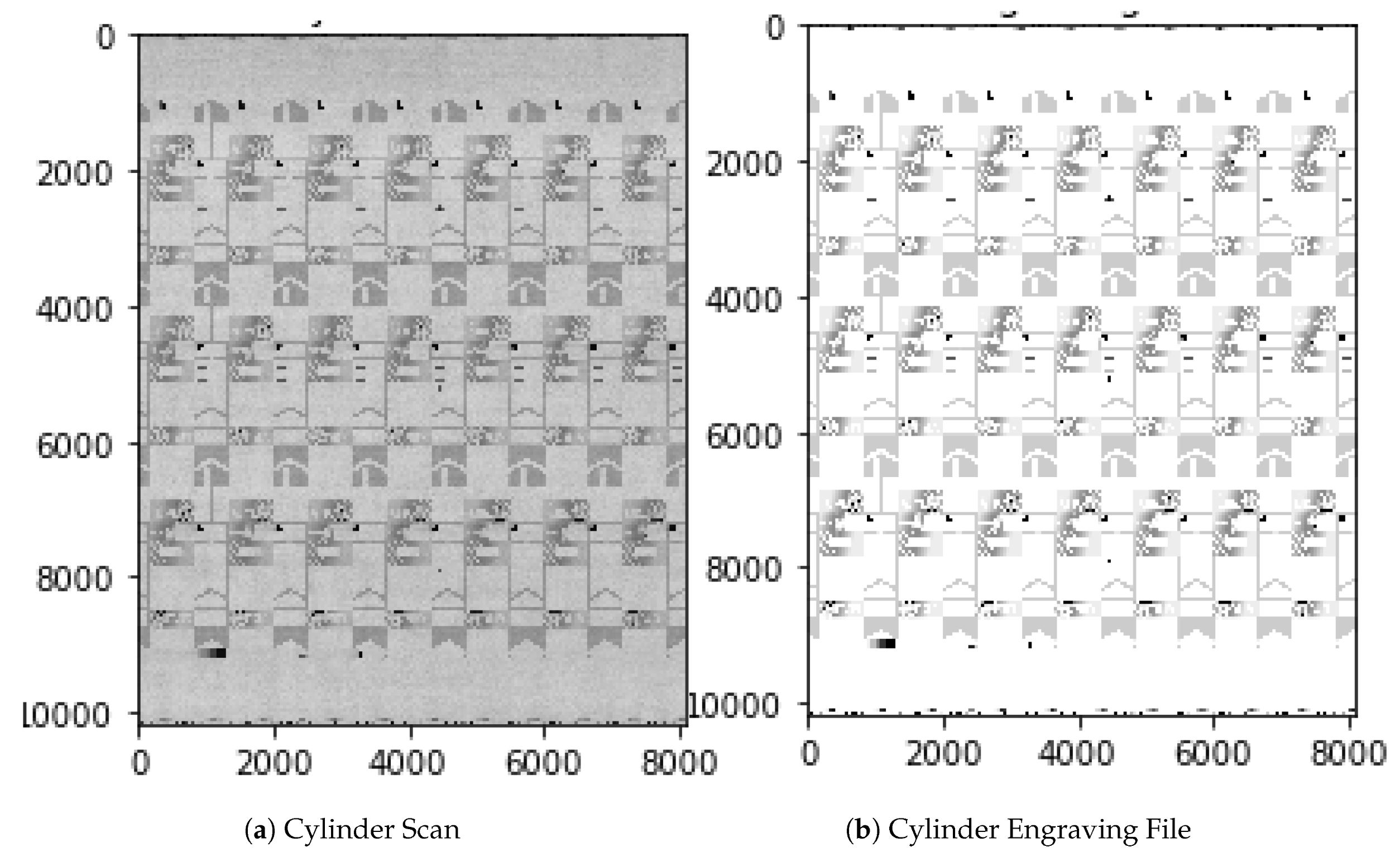
Рисунок 3. Сканирование цилиндра и файл для гравировки разметки.

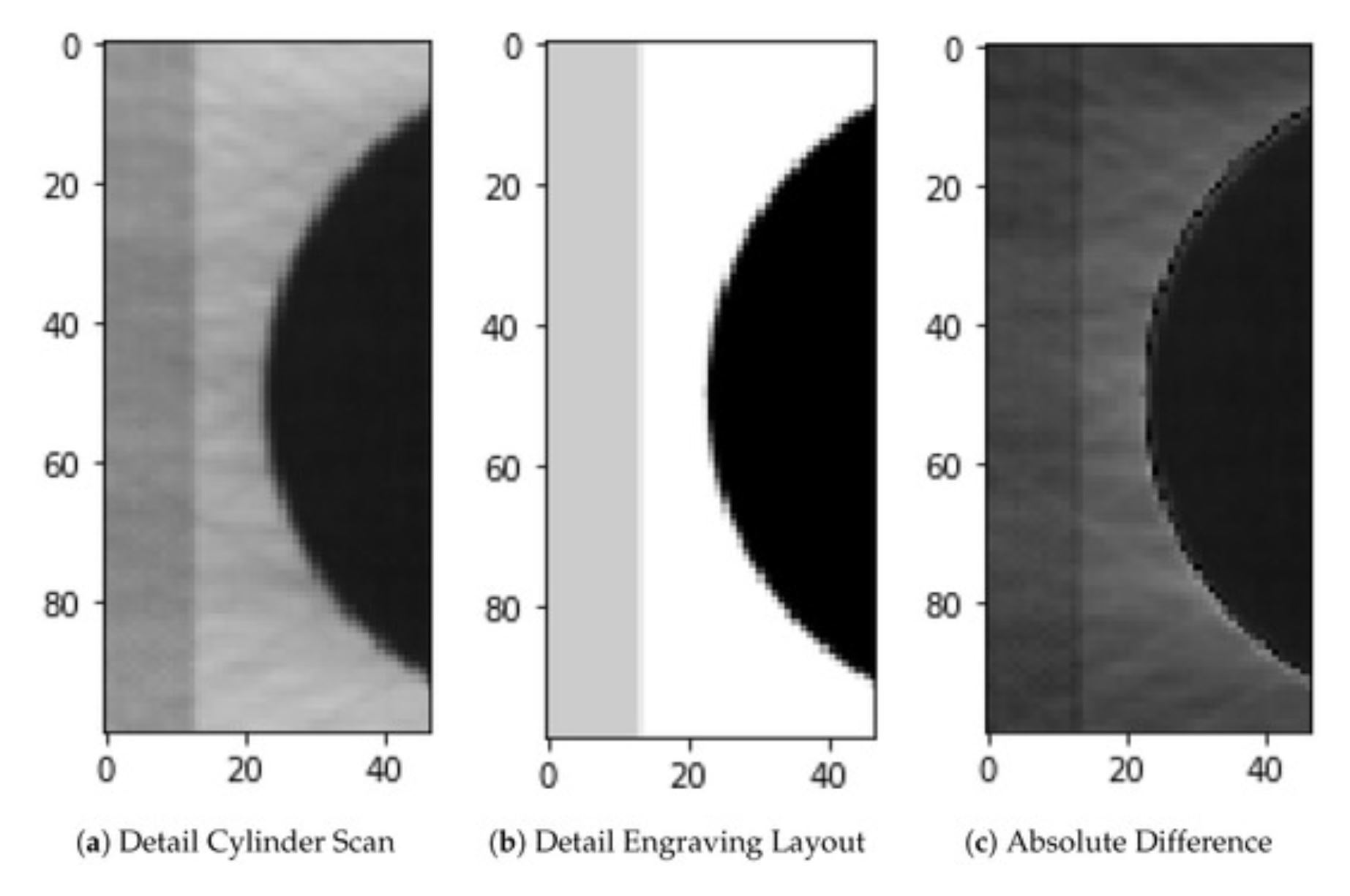
Рисунок 4. Пример 1 автоматического выбора областей вокруг возможных ошибок.
3. Глубокое обучение для контроля качества в промышленной сфере с помощью компьютерного зрения.
Для сокращения времени проверки возможных ошибок на баллоне, а также для дальнейшего снижения затрат на контроль качества и сокращения сроков выполнения работ в рамках производственного процесса, необходима автоматическая предварительная селекция ошибок с использованием искусственного интеллекта. Благодаря интенсивным инвестициям в исследования и стратегическому вниманию к контролю качества на протяжении всего производственного процесса, были классифицированы и должным образом размечены реальные зашумленные промышленные данные. Так родилась идея создания глубокой нейронной сети (DNN), которая будет обучаться на основе статистической информации, содержащейся в ранее классифицированных данных, для выполнения полностью автоматизированного контроля качества с помощью компьютерного зрения.
Благодаря интенсивным инвестициям в исследования и стратегическому вниманию к контролю качества на протяжении всего процесса создания ценности, на четвертом этапе было собрано множество классифицированных и правильно размеченных данных. Возможные ошибки были выявлены с использованием пороговых значений между исходным файлом и отсканированным цилиндром. Затем они были показаны оператору, который оценил их как реальные ошибки. Эти оценки были сохранены и составили размеченный набор данных.
На пятом этапе процесс переходит к полностью автоматизированной архитектуре DNN, как показано на рисунке 5 и как предложено в данной статье (см. раздел 3.1.3), после интенсивной экспериментальной программы, в рамках которой были протестированы различные архитектуры (DNN, ограниченные машины Больцмана, глубокие сети доверия и т. д.) и конфигурации различных размеров фильтров, слоев абстракции и т. д. [37].

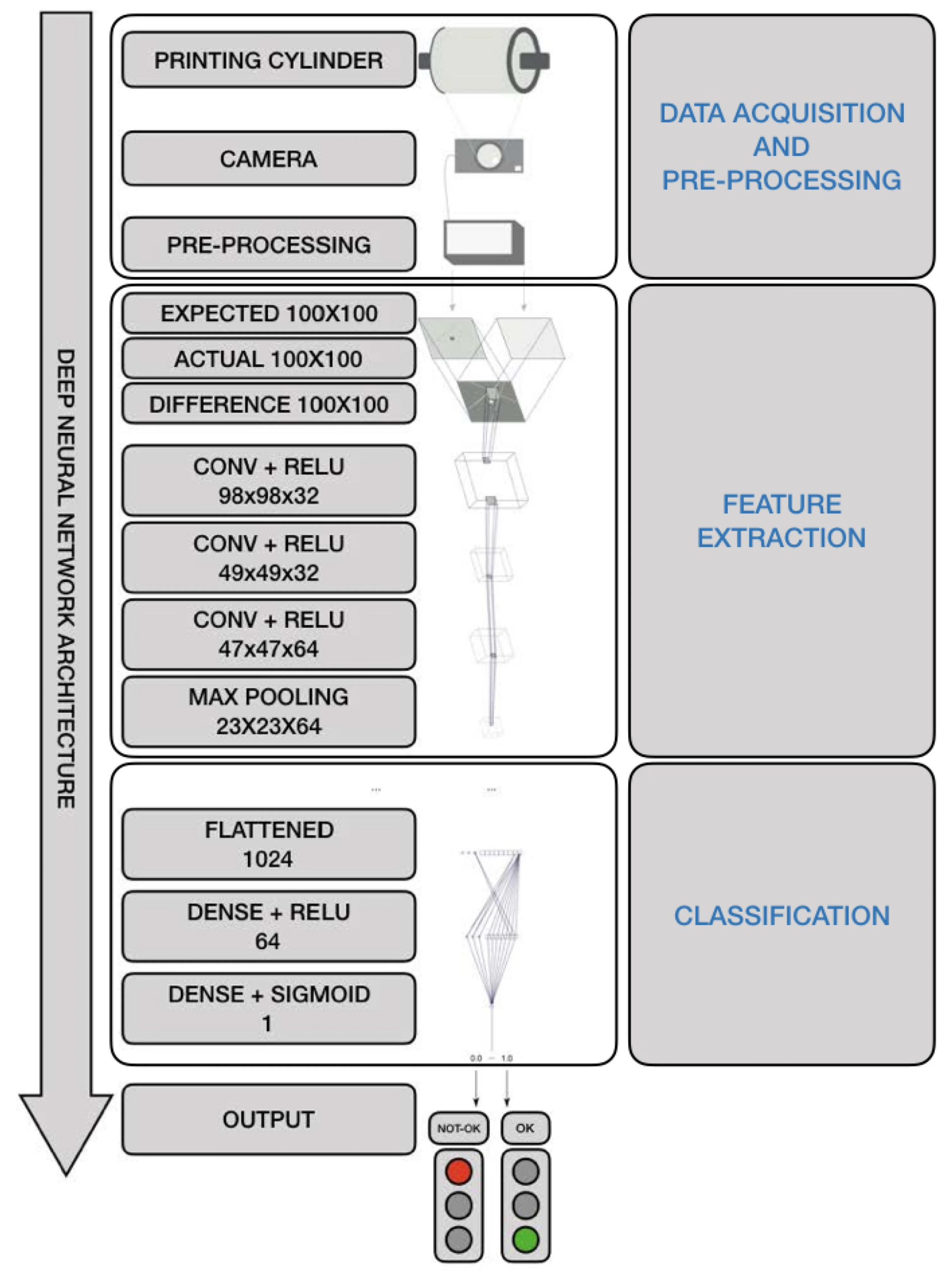
Рисунок 5. Архитектура глубокого обучения для контроля качества в промышленной компьютерной диагностике в полиграфической промышленности 4.0.
3.1. Архитектура глубоких нейронных сетей для компьютерного зрения в промышленном контроле качества в полиграфической промышленности 4.0
3.1.1. Экспериментальная установка
Эксперименты в данном исследовании проводились на компьютере, оснащенном процессором Intel(R) Xeon(R) Gold 6154 3,00 ГГц и графическим процессором NVIDIA Quadro P4000 с 96 ГБ оперативной памяти (RAM). В качестве операционной системы использовалась Red Hat Linux 16.04 64-битная версия.
Обучение и тестирование модели глубокого обучения проводились с помощью Keras, интерфейса для TensorFlow (версия 1.8), а модель была построена на языке Python (версия 2.7) [40]. TensorFlow — это интерфейс для выражения алгоритмов машинного обучения и приложение для выполнения таких алгоритмов, включая алгоритмы обучения и вывода для моделей DNN.
В частности, для создания, настройки, обучения и оценки DNN был использован модуль TF.Learn из TensorFlow. TF.Learn — это высокоуровневый модуль Python для распределенного машинного обучения внутри TensorFlow. Он интегрирует широкий спектр современных алгоритмов машинного обучения, построенных на основе низкоуровневых API TensorFlow для задач обучения с учителем и без учителя малого и большого масштаба.
Были использованы дополнительные интерфейсы Python: OpenCV для алгоритмов компьютерного зрения и обработки изображений, Numpy для научных вычислений и вычислений с массивами и Matplotlib для отображения графиков. Подробности создания модели DNN для OQC с использованием Python доступны в онлайн-репозитории с открытым доступом и были созданы с помощью Jupyter Notebook .
3.1.2. Предварительная обработка данных
Для обучения глубокой нейронной сети (DNN) необходимы стандартизированные классифицированные входные данные. Поэтому предварительная обработка данных разделена на три этапа: (1) определение размера изображения, которое служит входными данными для DNN, и размера сверточного окна, используемого DNN, (2) регулировка яркости путем растяжения гистограммы и (3) автоматизация выбора и маркировки структуры файлов, подаваемых на вход DNN.
-
Размер изображения для входных данных DNN и размер окна свертки.
В связи с необходимостью стандартизации входных данных необходимо принять решение о том, какими размерами должны обладать входные изображения. Первое решение — это соотношение сторон. Следующим шагом должно быть определение ширины и высоты входных изображений в пикселях. Чтобы получить первое представление о существующих размерах, проводится краткий анализ ранее подтвержденных вручную ошибок. Согласно данным, среднее значение ширины немного выше, чем высота. В среднем соотношении сторон это становится еще более очевидным, составляя около 1,5. Вероятно, это результат некоторых ошибок, которые удлиняются при вращении цилиндра. Медианное соотношение сторон составляет ровно 1,0. Поскольку медиана лучше описывает больший процент ошибок, это также должно быть соотношением сторон входных данных нейронной сети. Как показано на представлении ширины и высоты ошибки в пикселях в зависимости от логарифма количества ошибок ( рис. 6) .
Поскольку размер ошибки также играет роль в ее оценке, операции масштабирования следует свести к минимуму. Из-за диапазона размеров это не всегда возможно. Время обучения нейронной сети резко возрастет при больших размерах входных данных, а малые ошибки будут в основном представлять собой поверхности OK -цилиндра. Поэтому необходим компромиссный вариант, чтобы большинство входных изображений можно было отображать без значительного масштабирования или добавления поверхностей OK -цилиндра. Промежуточный размер составляет 100 пикселей. Поэтому мы вычисляем процент ошибок с шириной меньше или равной 100. Результаты показывают, что около 90% всех ошибок имеют высоту и ширину меньше или равную 100, а почти 74% имеют высоту и ширину меньше или равную 10. Одним из вариантов может быть использование размера входных данных 100 × 100.
-
Регулировка яркости
Для получения сопоставимых данных для всех изображений цилиндра необходима предварительная обработка, которая выполняется на полном скане цилиндра. Из этого скана берется несколько примеров. Поскольку могут быть небольшие отклонения из-за множества факторов, влияющих на запись поверхности цилиндра, этого можно достичь только при одинаковой яркости поверхности цилиндра и гравированных частей. Еще один важный момент заключается в том, что из изображений не теряется важная информация, и что яркость гравированных и негравированных частей должна быть сопоставима для всех сканов цилиндра. Поэтому необходимо растяжение яркости, но только небольшое количество пикселей может стать самыми темными или самыми светлыми. Тем не менее, количество пикселей, которые становятся самыми темными и самыми светлыми, не может быть установлено на очень низкое значение, поскольку шум в данных изображения приведет к большим различиям. В заключение следует установить низкий процент пикселей как самые темные и самые светлые. Например, самый низкий и самый высокий процент должны составлять максимум 0,5% каждый. На рисунке 7 показан пример растяжения для регулировки яркости одного изображения таким образом, чтобы 0,5% всех пикселей имели значение 0, а 0,5% всех пикселей имели значение 255.
-
Автоматический выбор и маркировка наборов данных
Для упрощения последующих шагов изображения необходимо вырезать из исходного файла и сохранить в две папки: с примерами «хороших » цилиндров (рис. 8а) и примерами «нехороших» цилиндров (рис. 8б). Большое разнообразие представленных в спектре паттернов можно наблюдать на рисунках. Сама природа процесса подразумевает, что каждый новый продукт представляет собой новую задачу для DNN, поскольку она, вероятно, никогда ранее не сталкивалась с этими изображениями. По этой причине ошибки могут иметь совершенно разный характер. Это подразумевает высокую сложность решения задачи обучения и тестирования DNN. Аналогично, различные оттенки черного и серого, которые очень трудно заметить невооруженным глазом при ручной сортировке изображений, представляют собой дополнительную сложность, которую необходимо решить с помощью архитектуры DNN.
Если ошибки по ширине или высоте меньше 100, область интереса (ROI) увеличивается до 100. Если какой-либо размер превышает 100 пикселей, он игнорируется. Для последующей проверки большие входные данные разбиваются на части размером 100 × 100. Если какая-либо из этих частей обнаруживается как ошибка, все части помечаются как ошибки. Как показано в репозитории открытого доступа, существует несколько возможных способов обработки больших данных. Каждый пример также содержит фактические и целевые данные. Существуют разные способы использования этих данных в качестве входных. Один из способов — использовать только фактические данные. Другой вариант — использовать разницу между фактическими и ожидаемыми данными. Проблема в обоих случаях заключается в потере информации. Лучшие результаты были достигнуты при использовании разницы. Она корректируется таким образом, чтобы входные данные находились в диапазоне [−1,1]. После выполнения этой процедуры, и поскольку сбалансированный набор данных важен для обучения нейронной сети, а количество примеров с цилиндрами в состоянии «OK» значительно превышает количество примеров с цилиндрами в состоянии « not-OK» , пример с цилиндром в состоянии «OK» сохраняется только в том случае, если ранее был найден пример с цилиндром в состоянии «not-OK» .

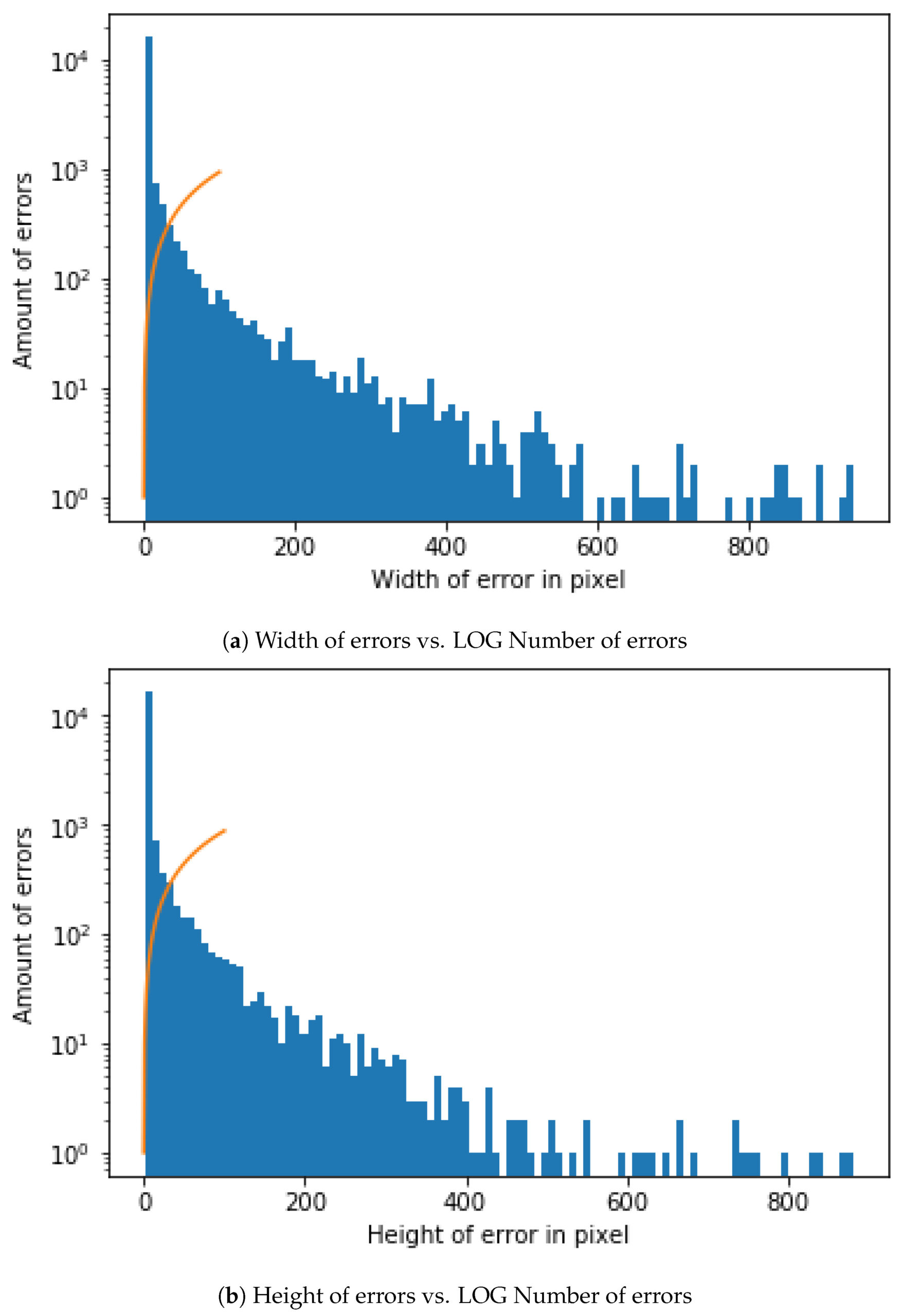
Рисунок 6. Проверка соотношения сторон.

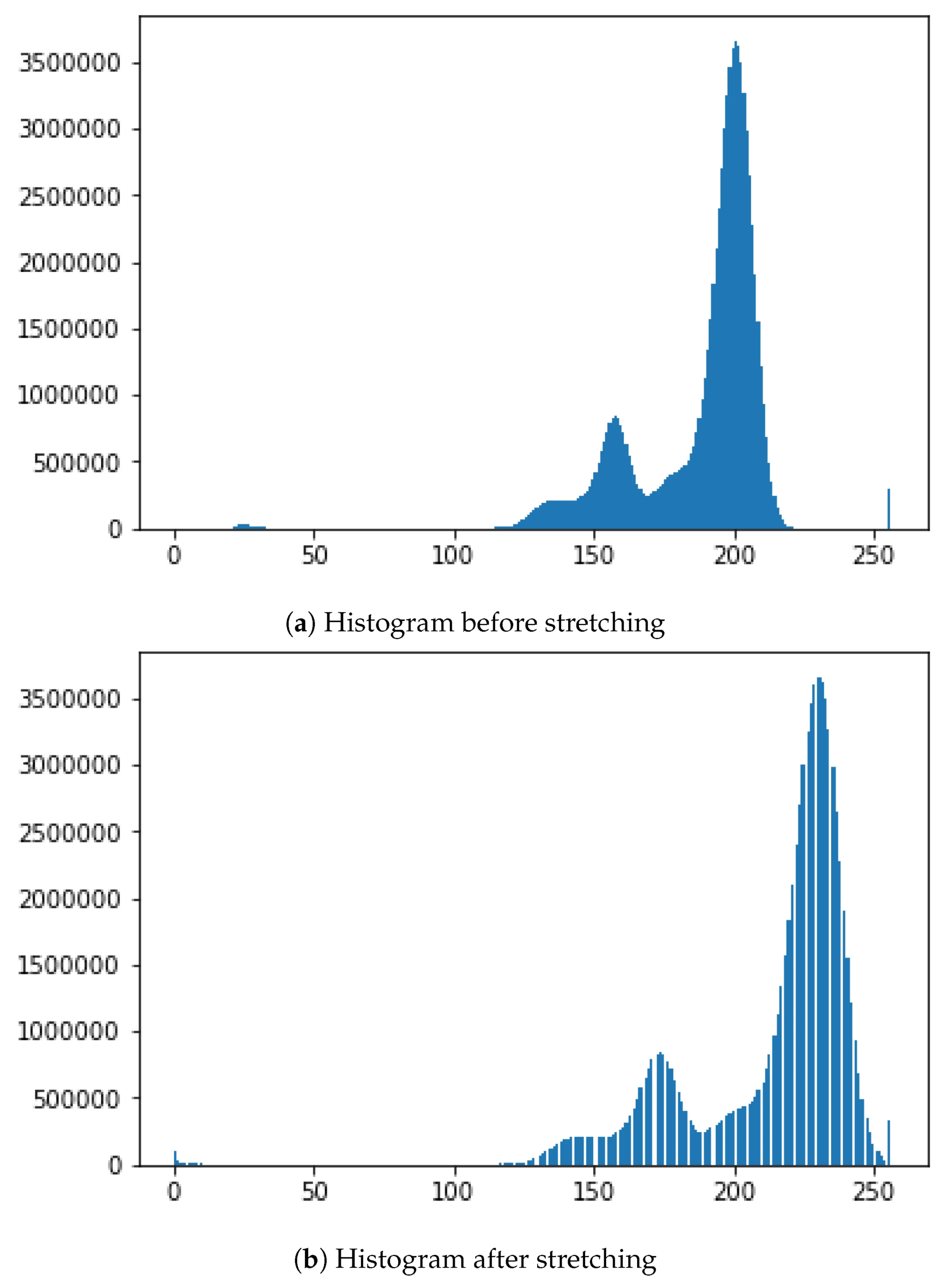
Рисунок 7. Гистограмма предварительной обработки для регулировки яркости.

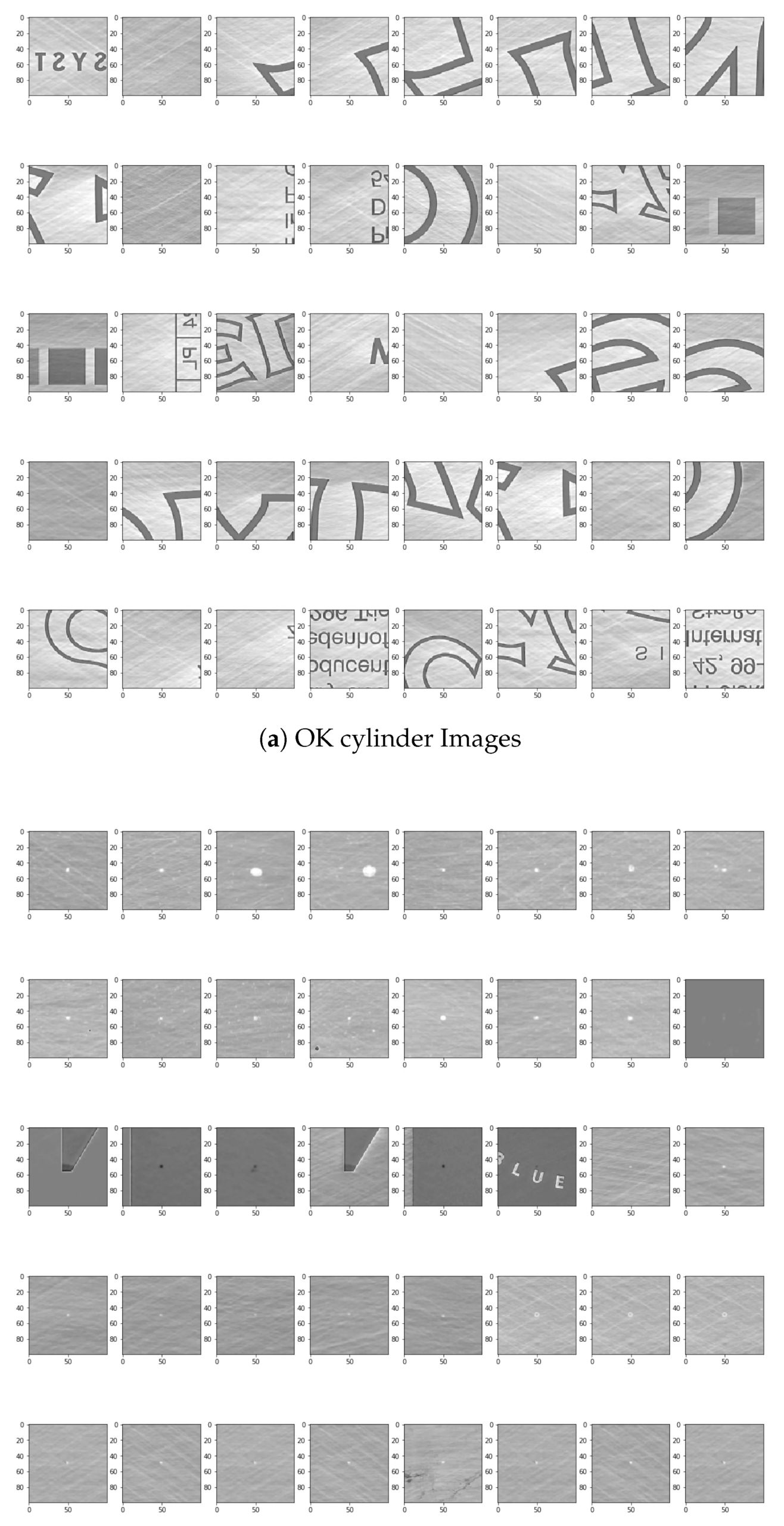
Рисунок 8. Примеры изображений цилиндра в исправном состоянии и цилиндра, не в исправном состоянии.
3.1.3. Автоматическое обнаружение ошибок цилиндров с использованием программного датчика на основе нейронных сетей.
Архитектура программного датчика на основе глубокой нейронной сети (DNN) разрабатывается с учетом двух основных целей: классификация и производительность.
-
Классификация. Первая цель этой архитектуры — не идентифицировать различные объекты внутри части изображений, а разделить два класса ( неправильные и правильные изображения), где основным источником шума является фактор освещения сканера. Поэтому в нашем случае не нужны ни такие глубокие архитектуры, ни перенос идентичности, который был ключевым для ResNet [41], и достаточно нескольких сверток, чтобы идентифицировать удобные структурные признаки, на которые можно полагаться.
-
Производительность. Предложенная архитектура еще проще, чем AlexNet [42], поскольку мы используем не пять сверточных слоев, а всего три. Основная причина заключается в поиске компромисса между количеством параметров и доступным набором данных изображений. Наша архитектура всегда стремилась быть экономной с точки зрения ресурсов, поскольку предполагается, что это будет программный датчик, работающий в реальном времени и обладающий встроенной возможностью переобучения для обучения с подкреплением, что близко к ограничениям реального времени.
После сбора и предварительной обработки данных входными данными для глубокой нейронной сети являются фигуры, представленные в виде тензоров. Тип сети, хорошо справляющийся с задачей классификации таких данных, обычно делится на две основные части: экстракторы признаков и классификаторы, как показано на рисунке 5:
-
Извлечение признаков. Извлечение признаков выполняется с помощью глубокого стека чередующихся полносвязанных сверточных слоев и слоев максимального пулинга с субдискретизацией; слои с четными номерами предназначены для сверток, а слои с нечетными номерами — для операций максимального пулинга.
-
- Сверточные слои и активированные ReLU (выпрямленный линейный блок). Сверточные операции, посредством функций активации, извлекают признаки из входной информации, которые затем распространяются на более глубокие слои. Функция активации ReLU — это функция, предназначенная для обнуления отрицательных значений. Функция активации ReLU была впервые представлена в AlexNet [42] и решает проблему затухания градиента при обучении DNN.
- Максимальное пулинг. Заключается в извлечении окон из входных карт признаков и выводе максимального значения каждого канала. Концептуально он похож на свертку, за исключением того, что вместо преобразования локальных фрагментов с помощью обученного линейного преобразования (ядра свертки) они преобразуются с помощью операции максимального тензора.
-
Классификация. Классификация выполняется с помощью полносвязных слоев активации [ 43 ]. Примерами таких моделей являются LeNet [ 44 ], AlexNet [ 42 ], Network in Network [ 45 ], GoogLeNet [ 46 , 47 , 48 ], DenseNet [ 49 ].
-
- Полносвязные слои активации выдают распределение вероятностей по выходным классам [ 25 ]. Поскольку мы сталкиваемся с задачей бинарной классификации, и выход нашей сети представляет собой вероятность, лучше всего использовать функцию потерь бинарной кроссэнтропии. Кроссэнтропия — это величина из области теории информации, которая измеряет расстояние между распределениями вероятностей или, в данном случае, между распределением истинности и предсказаниями. Это не единственный жизнеспособный вариант: мы могли бы использовать, например, среднеквадратичную ошибку. Однако кроссэнтропия обычно является лучшим выбором при работе с моделями, которые выдают вероятности. Поскольку мы решаем задачу бинарной классификации, мы завершаем сеть одним блоком (плотным слоем размером 1) и сигмоидной активацией. Этот блок будет кодировать вероятность того, что сеть рассматривает тот или иной класс [25].
Как показано в репозитории открытого доступа, с использованием Keras, бэкенда Tensorflow для DNN и OpenCV/Numpy для обработки изображений, используется сбалансированный набор данных из 13335 примеров цилиндров с неудовлетворительными и 13335 примеров цилиндров с удовлетворительными характеристиками , что в сумме составляет 26670.
Эти данные были собраны в течение 14 месяцев из почти 4000 сканирований цилиндров. Обучающая часть зеркально отражена по вертикали и горизонтали, в результате чего общее количество обучающих выборок составляет 85344. Все примеры цилиндров с неудовлетворительными характеристиками помечены как 0, а все примеры цилиндров с удовлетворительными характеристиками — как 1.
В качестве стандартной процедуры данные разделены на обучающий набор данных (80%), тестовый набор данных (10%) и проверочный набор данных (10%). Обучающий набор данных используется для обучения DNN на протяжении нескольких эпох, как показано на рисунке 9. Можно заметить, что точность и потери существенно не увеличиваются и не уменьшаются после 10-й эпохи.

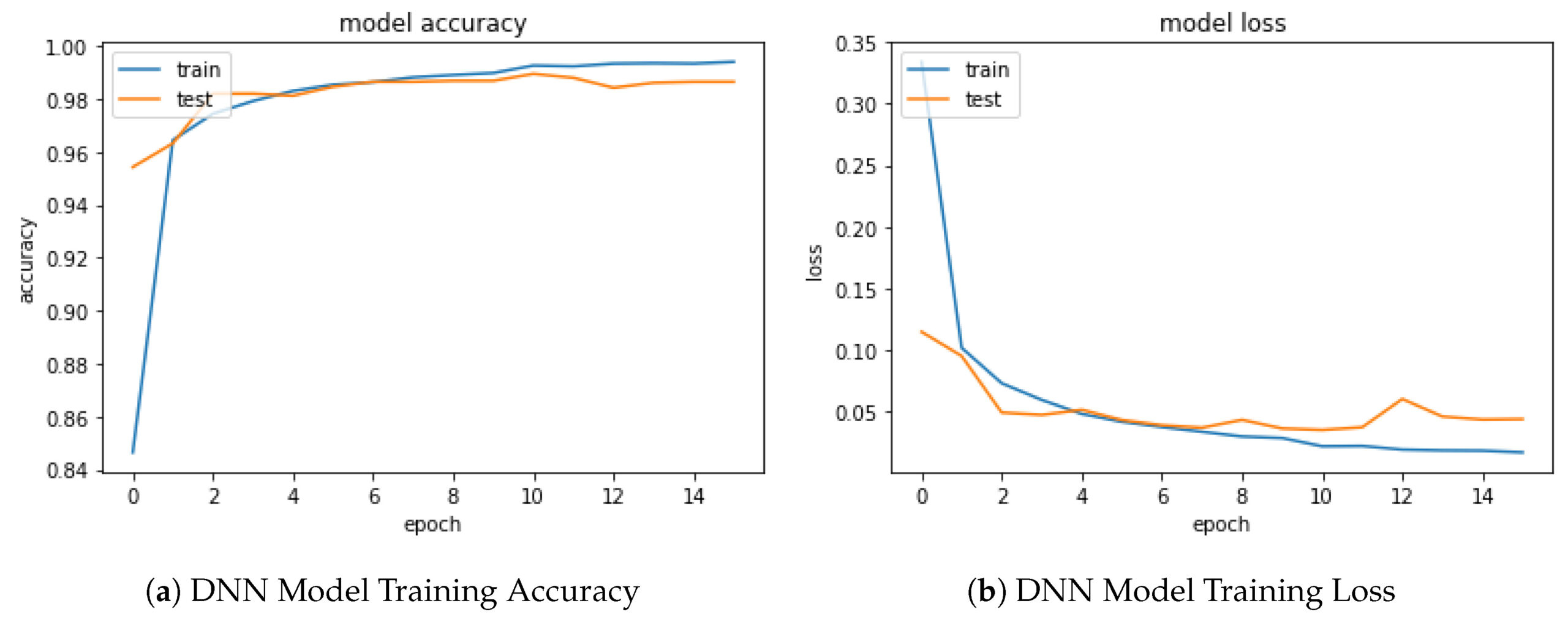
Рисунок 9. Результаты обучения и тестирования DNN.
Тестовый набор данных впоследствии используется для проверки производительности DNN. Матрица ошибок — это стандартная процедура для обобщения результатов такого обучения, обычно объединяющая классы условий (TRUE, FALSE) и (OK, not-OK), таким образом формируя четыре категории: (1) истинно отрицательный результат (TN), который является ошибкой и был предсказан как ошибка; (2) ложноположительный результат (FP), который является ошибкой, но не был предсказан как ошибка, и является наиболее вредной категорией; (3) ложноотрицательный результат (FN), который не является ошибкой, но был предсказан как ошибка; и (4) истинноположительный результат (TP), который не является ошибкой и не был предсказан как ошибка. В частности, при выбранном сбалансированном наборе данных точность (ACC), обеспечиваемая программным датчиком DNN, определяемая выражением 𝐴𝐶𝐶 = (𝑇𝑃 + 𝑇𝑁) / (𝑇𝑃 + 𝑇𝑁 + 𝐹𝑃 + 𝐹𝑁), составляет 98,4%. Доля истинно положительных результатов (TN) составляет 97,85%, доля истинно положительных результатов (TP) — 99,01%, доля ложноотрицательных результатов (FN) — 2,15%, а доля ложноположительных результатов (FP) — 0,99%. Эти уровни ACC можно считать приемлемыми для такой сложной задачи промышленной классификации. Результаты суммированы на рисунке 10.

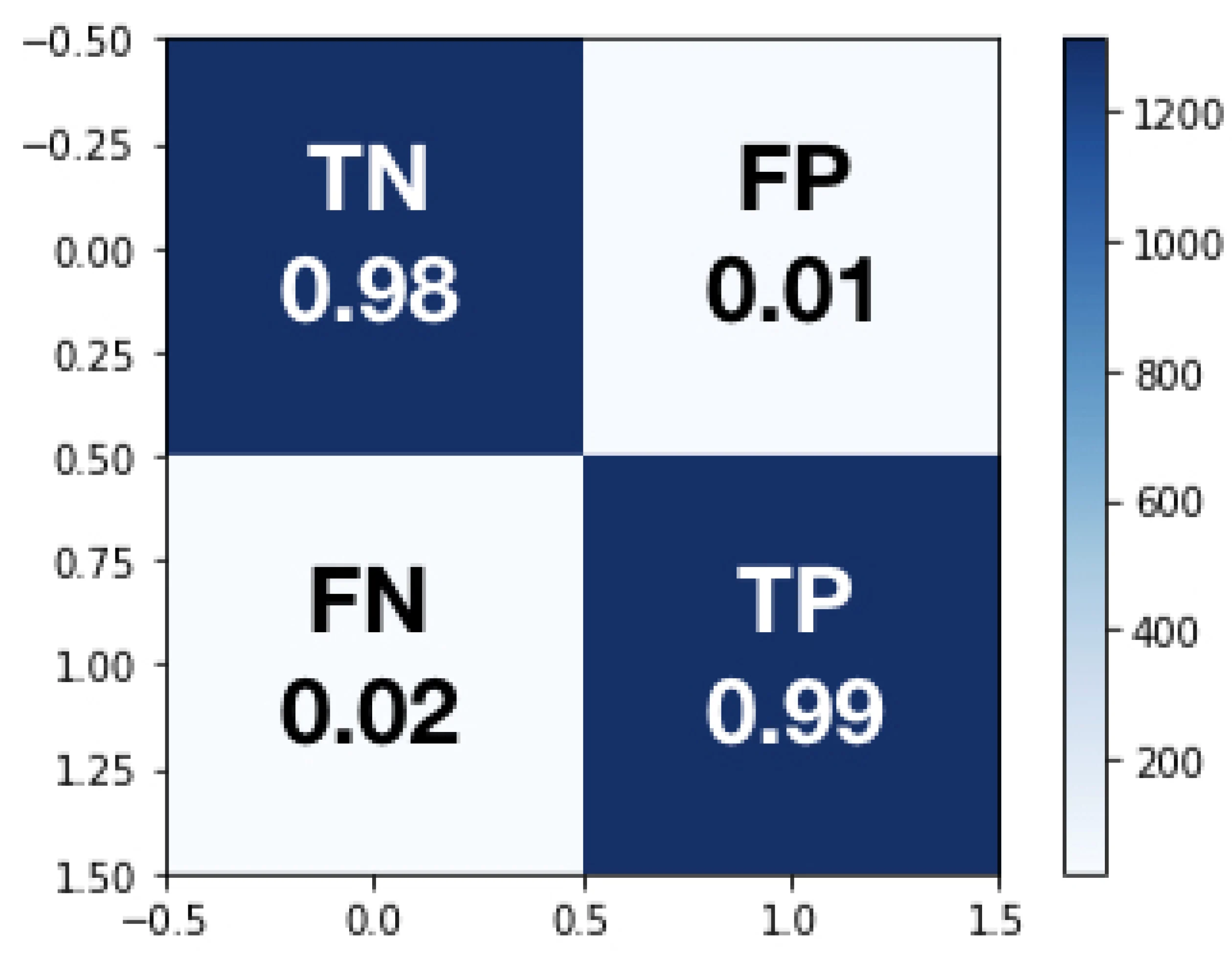
Рисунок 10. Матрица ошибок тестирования модели DNN.
В таблице 2 архитектура DNN, показанная на рисунке 5 , описана послойно, с объяснением причин выбора того или иного слоя. Более того, для сравнения производительности предлагаемого программного датчика на основе DNN, он был сопоставлен с тремя аналогичными архитектурами. Результаты этого сравнения представлены в репозитории с открытым доступом и обобщены на рисунке 11 , где четко видно, что предлагаемый программный датчик на основе DNN демонстрирует превосходные характеристики по сравнению с другими альтернативными архитектурами.

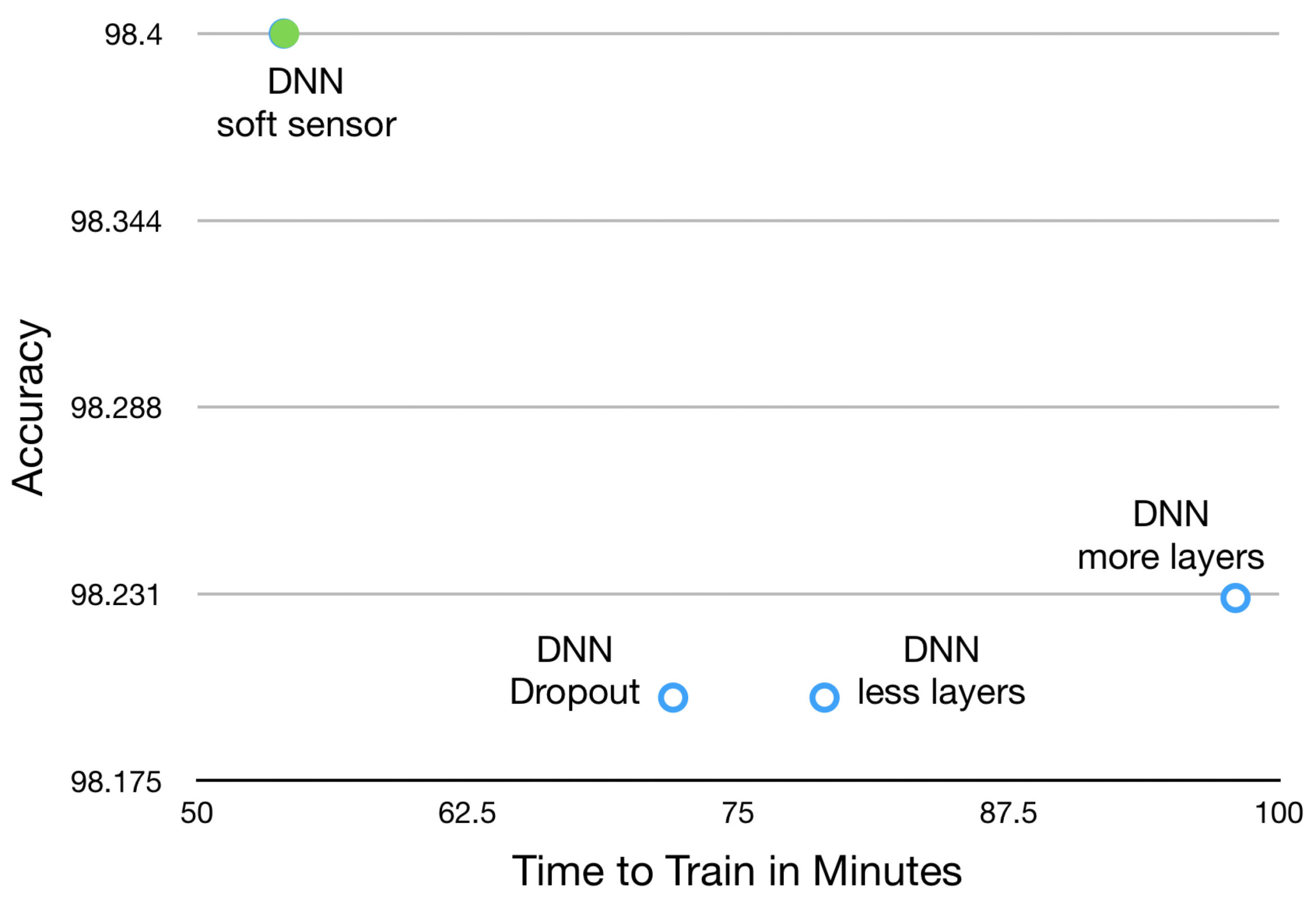
Рисунок 11. Сравнение архитектур глубокого обучения. Время обучения против точности.
Таблица 2. Подробное описание архитектуры DNN.
| Размер слоя | Название слоя | Описание слоя и обоснование выбора |
|---|---|---|
| (98, 98, 32) | conv2d 1 activation 1 (relu) |
Это первый сверточный слой сети. Как показано на рисунке 12, этот слой в основном находит границы на входном изображении. Для контроля значений после каждого сверточного слоя необходима функция активации. |
| (49, 49, 32) | max pooling2d 1 | Для уменьшения сложности результата свертки используется слой максимального пулинга. В данном случае выбирается только максимум окна размером 2 × 2 пикселя. |
| (47, 47, 64) | conv2d 2 activation 2 (relu) |
На втором сверточном слое результаты описывают более сложные формы, как видно на рисунке 12. Для контроля значений после каждого сверточного слоя необходима функция активации. |
| (23, 23, 64) | max pooling2d 2 | Как и предыдущий слой максимального пулинга, этот слой используется для уменьшения сложности результата свертки. |
| (21, 21, 64) | conv2d 3 activation 3 (relu) |
В третьем сверточном слое результирующие признаки становятся еще более сложными. Для контроля значений после каждого сверточного слоя необходима функция активации. |
| (10, 10, 64) | max pooling2d 3 | Как и предыдущий слой максимального пулинга, этот слой используется для уменьшения сложности результата свертки. |
| (8, 8, 32) | conv2d 4 activation 4 (relu) |
Это последний сверточный слой с наиболее сложными признаками. Для контроля значений после каждого сверточного слоя необходима функция активации. |
| (4, 4, 32) | max pooling2d 4 | Как и предыдущий слой максимального пулинга, этот слой используется для уменьшения сложности результата свертки. |
| (512) | сплющить 1 | Слой выравнивания используется для преобразования предыдущего трехмерного тензора в одномерный. |
| (64) | плотная 1 активация 5 (relu) |
Для дальнейшего снижения сложности мы используем полносвязный слой. Перед окончательным соединением используется функция ReLU для обнуления отрицательных результатов. |
| (1) | плотная 2 активация 6 (сигмоидная) |
Поскольку требуется определить вероятность ошибки во входном изображении, необходима сигмоидная функция для преобразования входного значения в вероятность [0–1]. |

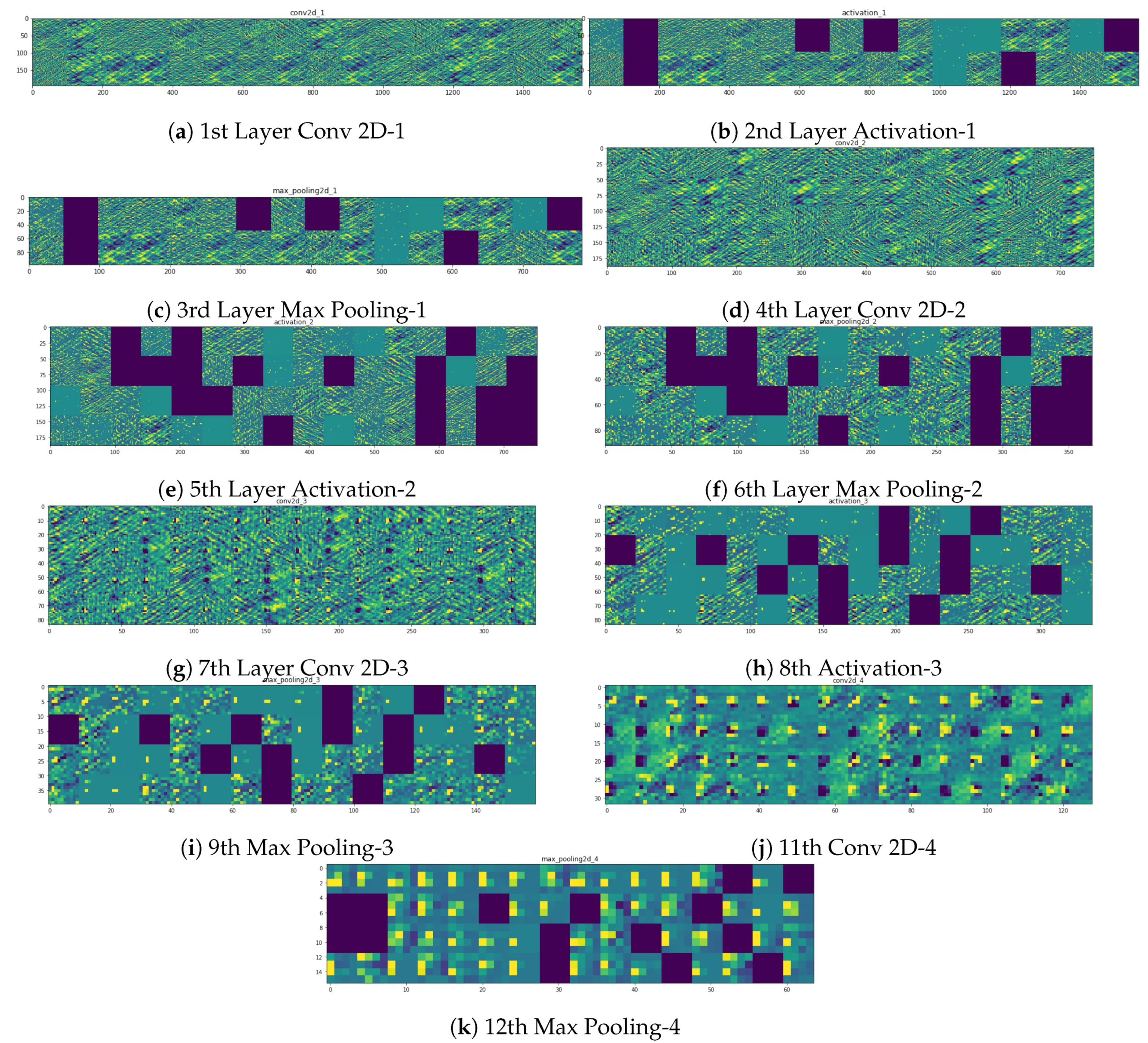
Рисунок 12. Визуализация всех слоев DNN в виде цветных изображений TN- изображения.
Два параметра — точность и время вычислений — были измерены последовательно с использованием одного и того же обучающего и тестового наборов данных, а затем сравнены. Сначала проводилось тестирование с идентичной архитектурой с добавлением Dropout, затем — с более глубокой архитектурой и, наконец, с более мелкой DNN с меньшим количеством слоев.
Точность должна быть максимально высокой, чтобы обеспечить минимальную ошибку при характеризации данных, а время вычислений — минимально низким, чтобы гарантировать эффективную интеграцию сенсора на основе DNN в среду Индустрии 4.0, обеспечивая тем самым максимальную эффективность и производительность соответственно. Сенсор на основе DNN должен быть не только точным, но и быстрым, чтобы, помимо прочего, минимизировать влияние времени выполнения на процесс создания ценности и снизить выбросы CO2.2. Выбросы, связанные с потреблением энергии при вычислениях.
3.1.4. Визуализация изученных признаков
Опыт показывает, что визуализация того, чему учится каждый из слоев глубокой нейронной сети (DNN), может помочь разработчикам глубокой архитектуры улучшить понимание процесса обучения скрытых слоев DNN и, таким образом, поддержать соответствующую тонкую настройку их проекта в целях улучшения. Это связано с тем, что визуализация того, чему научилась DNN, может помочь в понимании процесса принятия решений. Существуют различные способы визуализации того, чему научилась сеть, путем отображения различных частей. Это может облегчить понимание того, почему некоторые вещи работают не так, как ожидалось. Например, почему некоторые изображения с ошибками не были отнесены к категории ошибок (FP).
Визуализацию можно выполнить различными способами. Например, если взять изображение цилиндра, не соответствующего норме, показанное на рисунке 13a , можно визуализировать данные, полученные с помощью DNN, используя тепловые карты активации классов. Тепловая карта активации класса — это двумерная сетка оценок, связанных с определенным выходным классом, вычисляемая для каждого местоположения на любом входном изображении и указывающая, насколько важно каждое местоположение по отношению к рассматриваемому классу. Пример показан на рисунке 13b .

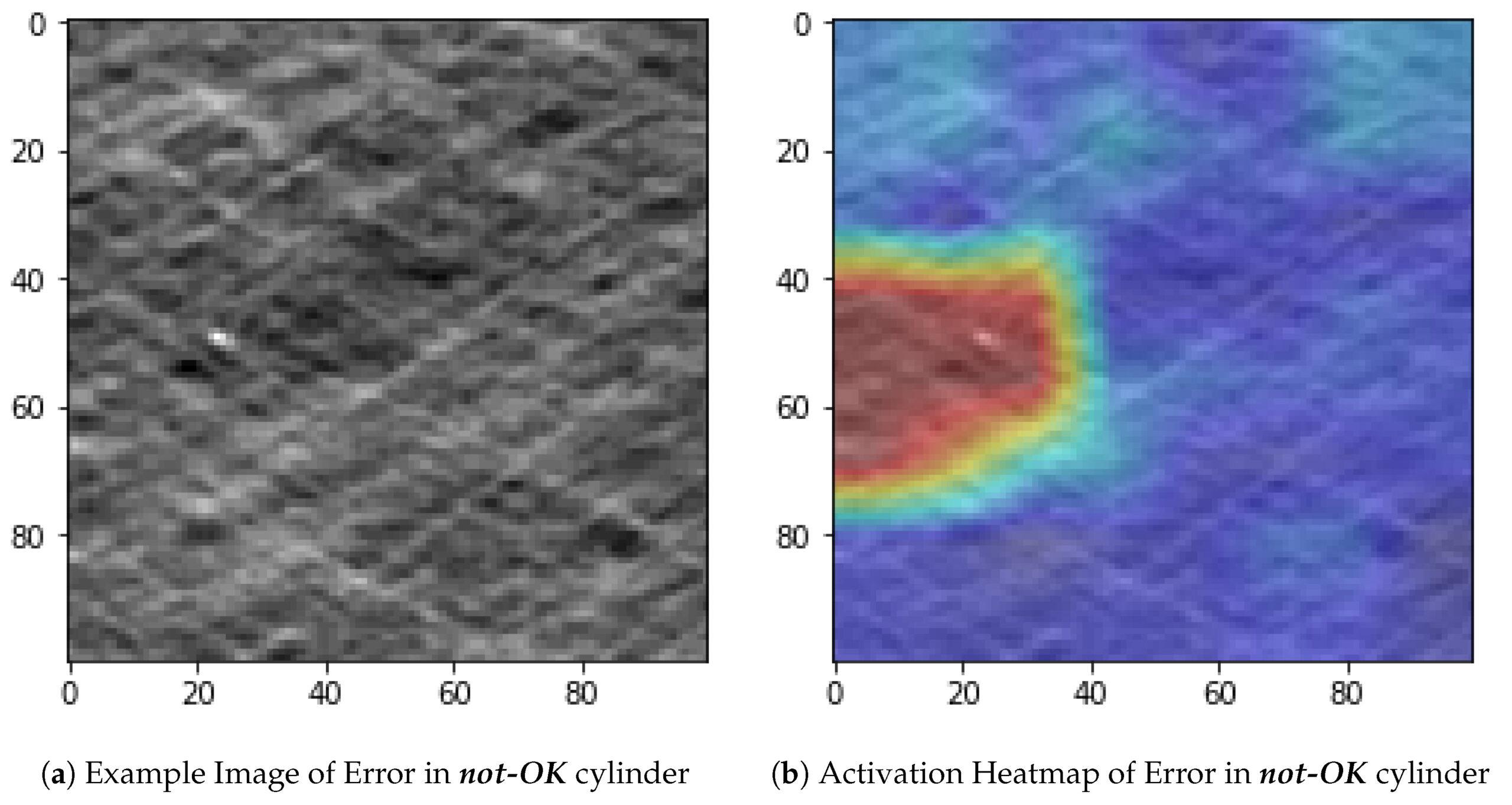
Рисунок 13. Пример изображения : неисправный цилиндр и тепловая карта активации.
Другой вариант — вычислить входное изображение, которое вызывает наибольший отклик от слоя. Это делается путем отображения визуального шаблона, на который должен реагировать каждый фильтр. Это можно сделать с помощью градиентного подъема во входном пространстве: применение градиентного спуска к значению входного изображения сверточной сети для максимизации отклика конкретного фильтра, начиная с пустого входного изображения. Полученное входное изображение будет таким, на которое выбранный фильтр будет реагировать максимально. Пример показан на рисунке 14.

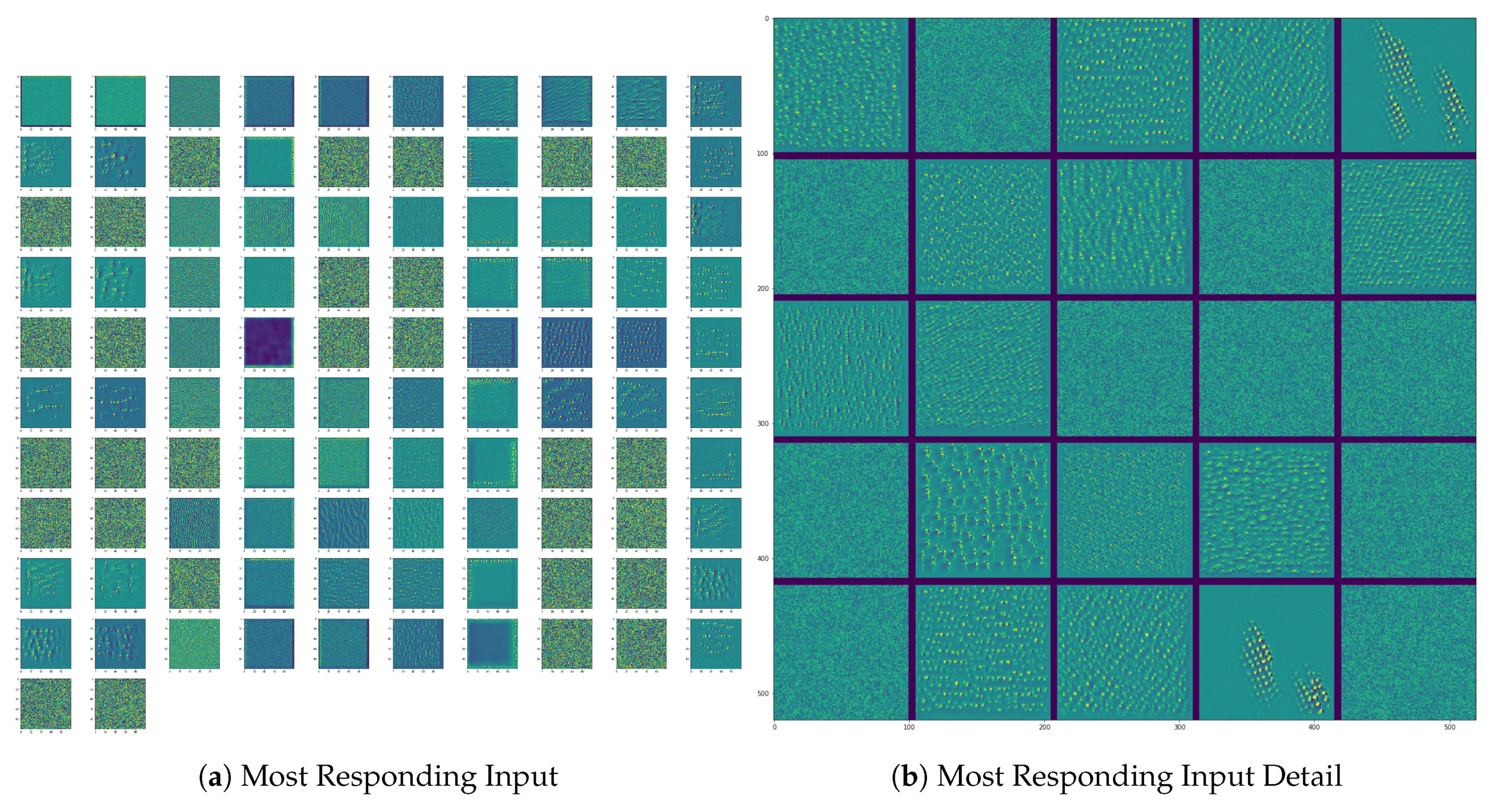
Рисунок 14. Наиболее реагирующий входной сигнал.
Наконец, альтернативный подход заключается в отображении выходных данных всех слоев DNN в виде цветных изображений. Визуализация промежуточных активаций состоит в отображении карт признаков, которые выдаются различными сверточными и пулинговыми слоями сети при заданном входном сигнале (выход слоя часто называют его активацией, выходом функции активации). Это позволяет увидеть, как входной сигнал разлагается на различные фильтры, изученные сетью.
Мы хотим визуализировать карты признаков в трех измерениях: ширина, высота и глубина (каналы). Каждый канал кодирует относительно независимые признаки, поэтому правильный способ визуализации этих карт признаков — это независимое отображение содержимого каждого канала в виде двумерного изображения. В пояснительных целях в репозитории открытого доступа представлены четыре различных примера таких карт признаков: TP, TN, FP, FN. Они помогут читателю лучше понять, что видит DNN и как она реагирует в различных условиях. Один из этих примеров, TN, визуализирован на рисунке 12.
4. Результаты и обсуждение
Благодаря автоматизации с помощью программного датчика на основе глубокой нейронной сети (DNN), затраты, связанные с контролем качества (OQC), могут быть значительно снижены. Кроме того, точность обнаружения ошибок значительно повысилась. Таким образом, результаты можно считать очень многообещающими и открывающими различные пути дальнейшего промышленного внедрения. Однако эти результаты следует интерпретировать в широком контексте Индустрии 4.0. В этом разделе представлены некоторые важные аспекты, которые помогут понять и контекстуализировать представленные результаты посредством мета-обсуждения на различных организационных уровнях. Это поможет представить в следующем разделе возможное будущее стратегическое развитие этих передовых технологий в краткосрочной, среднесрочной и долгосрочной перспективе.
Для того чтобы в производстве можно было в полной мере использовать его потенциал, не рискуя допустить ошибку, необходимо предпринять ряд шагов.
-
Использование нейронных сетей позволяет полностью автоматизировать классификацию OQC для прогнозирования количества ошибок, которые может допустить цилиндр.
DNN выдает успешный результат только в 98,4% случаев. Чтобы убедиться, что неправильно классифицированные изображения не являются серьезными ошибками, эксперты-люди проверяют все возможные ошибки. DNN уже оказала положительное влияние на рабочий процесс, поскольку мы знаем, как много ошибок с высокой вероятностью являются ошибками: DNN значительно помогает в планировании следующего этапа рабочего процесса, поскольку с высокой вероятностью известно, нужно ли цилиндр отправить в отдел коррекции или же продукт, скорее всего, является исправным .
-
Отображение вероятности ошибки оператору, который в данный момент принимает решение о том, является ли это ошибкой или нет.
Это дает оператору подсказку, позволяющую сообщить о наличии существенных ошибок, которые не были предсказаны. Это также помогает оператору снизить вероятность пропуска ошибки. После интеграции этого программного датчика в производство производительность OQC, измеряемая в часах на единицу продукции — времени, которое оператор проводит в OQC, — резко возросла на 210% , поскольку решение о дефектах принимается автоматически.
-
Показаны только возможные ошибки, предсказанные нейронной сетью.
На последнем этапе нейронная сеть может полностью отфильтровать несущественные ошибки. Этот метод можно использовать и в несколько этапов, поскольку можно повысить пороговую вероятность ошибки, при которой она может быть показана. В какой-то момент необходимо будет выбрать пороговое значение, учитывая стоимость проверки возможной ошибки и стоимость пропуска ошибки. Это полностью исключит этап проверки ошибок, и подтвержденные ошибки будут проверяться только отделом исправления.
5. Выводы и дальнейшие шаги в области глубокого обучения в контексте полиграфической промышленности 4.0
Несмотря на немедленное повышение точности обнаружения ошибок в контроле качества и экономической эффективности, большие возможности для улучшения связаны с управленческим аспектом такого датчика. Это связано с тем, что его можно расширить, чтобы он не только обнаруживал дефекты, но и классифицировал их по категориям. Хотя это потребует дополнительных усилий, это позволит проводить причинно-следственный анализ условий производства и частоты дефектов.
Некоторые из этих усилий могут быть целенаправленно направлены на повышение точности модели. Например, обучение на основе ложных предсказаний: для дальнейшего повышения точности правильных предсказаний важно проанализировать примеры, которые не были предсказаны правильно. Это потенциально может улучшить понимание того, почему нейронная сеть сделала неверное предсказание.
-
Примеры, которые были предсказаны как «неправильные», но были ошибочно оценены как «правильные» . Рассматривая фактические ошибки в тестовых данных, которые не были предсказаны как ошибки, как показано на рисунке 15а , можно выделить несколько причин, которые могут привести к неверным предсказаниям. Некоторые примеры на самом деле не выглядят так, будто они действительно «неправильные» . Причиной этого может быть либо неправильная маркировка входных данных, либо то, что ошибка не очень хорошо видна на изображении.
-
Примеры, которые были ошибочно классифицированы как некорректные, выглядят нормально . После анализа визуализации DNN становится ясно, что основной целью поиска ошибок является выявление крайних границ. Их можно увидеть во многих примерах с неправильной классификацией. В частности, первые два примера на рисунке 15b имеют крайние границы, которые являются результатом небольшого смещения изображений на этапе предварительной обработки. Поэтому необходимо улучшить регистрацию изображений на этапе предварительной обработки между исходным изображением и записью поверхности цилиндра.

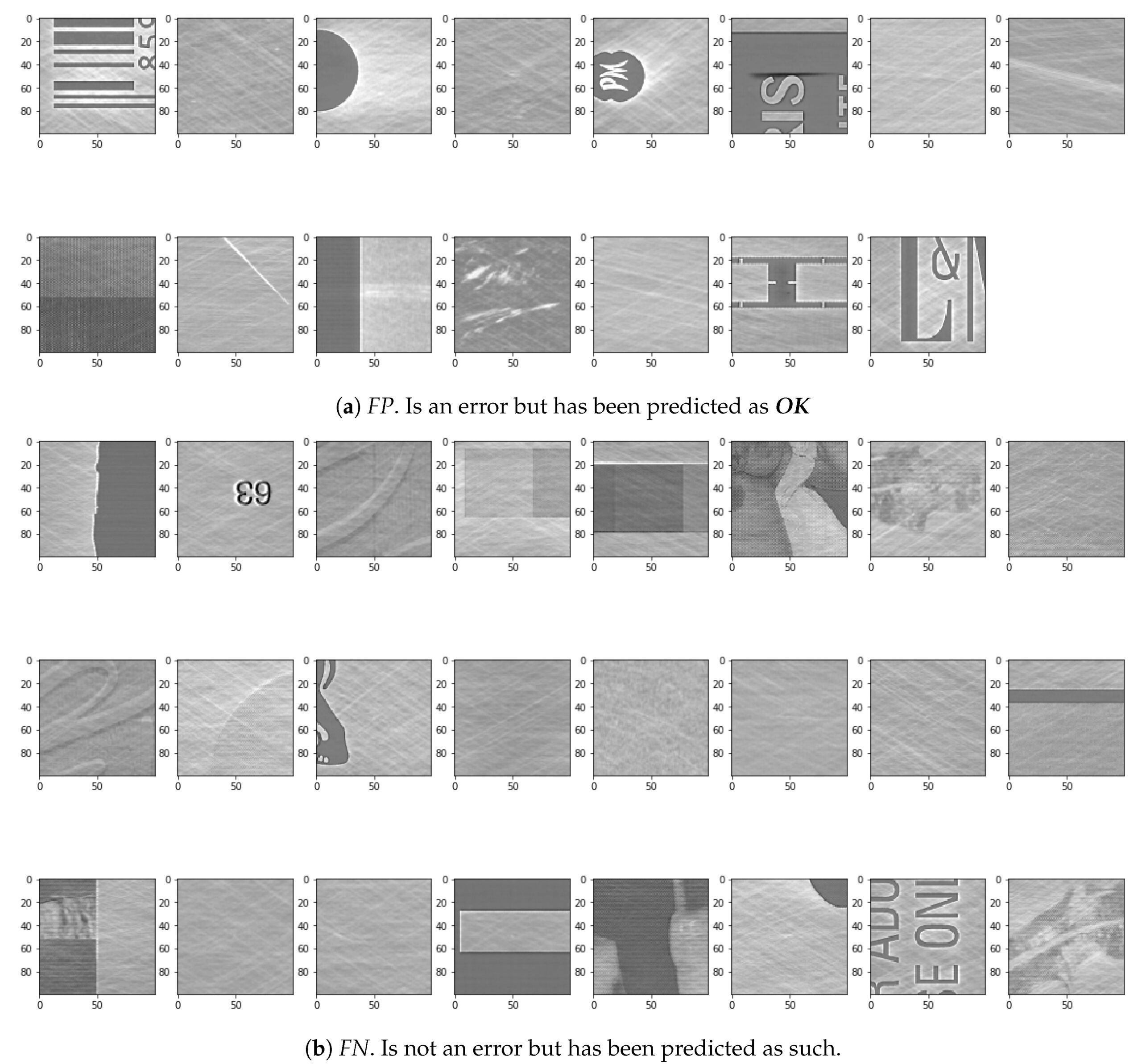
Рисунок 15. Примеры изображений FP и FN.
Эта технология также может быть внедрена на стороне заказчика для повышения точности обнаружения дефектов на самой печатной продукции. Этот стратегический шаг в настоящее время обсуждается внутри компании. Подобный анализ позволит оценить чувствительность операций и производственных условий, что также повлияет на эффективность и результативность процессов, связанных с созданием ценности.
Вероятно, эти аспекты станут следующими шагами в дальнейших исследовательских работах, которые будут проводиться в контексте Индустрии 4.0. Например, применение глубокого обучения к технологиям Индустрии 4.0 в производстве окажет влияние на различные уровни агрегации в цепочках создания стоимости полиграфического производства:
-
Применение глубокого обучения на уровне производственного цеха окажет влияние на качество, надежность и стоимость.На уровне производственного цеха в данной статье показан пример того, как глубокое обучение повышает эффективность и результативность управления процессами, направленного на достижение лучшего качества (например, с помощью контроля качества на производственной площадке) и снижение затрат, позволяя самокорректировать процессы за счет более коротких и точных циклов обратной связи по качеству. Интеграция этого интеллекта в производственные потоки позволит сосуществовать множеству людей и машин, при этом искусственный интеллект будет дополнять их во многих аспектах. В будущем по-прежнему будут возникать значительные проблемы, связанные с генерацией и сбором данных с производственного цеха.Основная задача на пути к полностью автоматизированному решению в настоящее время заключается в интеграции нейронной сети на Python в программу cLynx на C++. После успешного завершения этого этапа планируется тестирование с пользователями cLynx. Если результаты будут удовлетворительными, будет запущен полностью автоматизированный процесс. Если результаты будут неудовлетворительными, необходимо предпринять дальнейшие шаги для улучшения нейронной сети.
-
Применение глубокого обучения на уровне цепочки поставок окажет влияние на сроки выполнения заказов и своевременную доставку.На более высоком уровне цепочки поставок, производя только то, что нужно клиенту, когда это нужно, и в требуемом качестве, интеграция технологии глубокого обучения позволит не только систематически улучшать сложные цепочки создания стоимости, но и более эффективно использовать и эксплуатировать ресурсы, тем самым снижая воздействие промышленных процессов 4.0 на окружающую среду.
-
Глубокое обучение на стратегическом уровне окажет влияние на устойчивый рост.На более стратегическом уровне клиенты и поставщики смогут достичь новых уровней прозрачности и отслеживаемости качества и эффективности процессов, что создаст новые возможности для бизнеса обеих сторон, породив новые продукты и услуги, а также возможности для сотрудничества в киберфизической среде. В мире ограниченных ресурсов увеличение объёма бизнеса может быть достигнуто только за счёт повышения глубины интегрированного интеллекта, способного успешно справляться с растущей сложностью потоков создания ценности.
В заключение, несмотря на «проблему черного ящика» и трудности с обеспечением достаточного количества информации и размеченных данных для обучения, глубокое обучение, вероятно, будет завоевывать позиции в области машинного зрения одну страну за другой, действуя в фоновом режиме, без ведома пользователя. Роль, которую глубокое обучение будет играть в создании киберфизических систем, будет рассматриваться со стратегической точки зрения, при которой руководители предприятий будут склонны рассматривать глубокие архитектуры как возможные решения проблем.
Сокращения
| IIoT | Промышленный интернет вещей |
| OQC | Оптический контроль качества |
| DNN | Глубокие нейронные сети |
| GPU | Графический процессор |
| RAM | Оперативная память |
Литература
- Ustundag, A.; Cevikcan, E. Industry 4.0: Managing The Digital Transformation; Springer Series in Advanced Manufacturing; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Li, L. China’s manufacturing locus in 2025: With a comparison of ‘Made-in-China 2025’ and ‘Industry 4.0’. Technol. Forecast. Soc. Chang. 2018, 135, 66–74. [Google Scholar] [CrossRef]
- Shiroishi, Y.; Uchiyama, K.; Suzuki, N. Society 5.0: For Human Security and Well-Being. Computer 2018, 51, 91–95. [Google Scholar] [CrossRef]
- Womack, J.; Roos, D. The Machine That Changed the World; Harper Perennial: New York, NY, USA, 1990. [Google Scholar]
- Takeda, H. Intelligent Automation Textbook; Nikkan Kogyo Shimbun: Tokyo, Japan, 2009. [Google Scholar]
- Nakabo, Y. Considering the competition and cooperation areas surrounding Industry 4.0. What will IoT automate. J-Stage Top. Meas. Contr. 2015, 54, 912–917. [Google Scholar] [CrossRef]
- Kuwahara, S. About factory automation and IoT, AI utilization by intelligent robot. J-Stage Top. Syst. Contr. Inf. 2017, 61, 101–106. [Google Scholar] [CrossRef]
- Villalba-Diez, J.; Ordieres-Mere, J. Improving manufacturing operational performance by standardizing process management. IEEE Trans. Eng. Manag. 2015, 62, 351–360. [Google Scholar] [CrossRef]
- Villalba-Diez, J.; Ordieres-Mere, J.; Chudzick, H.; Lopez-Rojo, P. NEMAWASHI: Attaining Value Stream alignment within Complex Organizational Networks. Procedia CIRP 2015, 7, 134–139. [Google Scholar] [CrossRef]
- Jimenez, P.; Villalba-Diez, J.; Ordieres-Mere, J. HOSHIN KANRI Visualization with Neo4j. Empowering Leaders to Operationalize Lean Structural Networks. PROCEDIA CIRP 2016, 55, 284–289. [Google Scholar] [CrossRef]
- Villalba-Diez, J. The HOSHIN KANRI FOREST. Lean Strategic Organizational Design, 1st ed.; CRC Press, Taylor and Francis Group LLC: Boca Raton, FL, USA, 2017. [Google Scholar]
- Villalba-Diez, J. The Lean Brain Theory. Complex Networked Lean Strategic Organizational Design; CRC Press, Taylor and Francis Group LLC: Boca Raton, FL, USA, 2017. [Google Scholar]
- Womack, J.; Jones, D. Introduction. In Lean Thinking, 2nd ed.; Simon & Schuster: New York, NY, USA, 2003; p. 4. [Google Scholar]
- Arai, T.; Osumi, H.; Ohashi, K.; Makino, H. Production Automation Committee Report: 50 years of automation technology. J-Stage Top. Precis. Eng. J. 2018, 84, 817–820. [Google Scholar] [CrossRef][Green Version]
- Manikandan, V.S.; Sidhureddy, B.; Thiruppathi, A.R.; Chen, A. Sensitive Electrochemical Detection of Caffeic Acid in Wine Based on Fluorine-Doped Graphene Oxide. Sensors 2019, 19, 1604. [Google Scholar] [CrossRef]
- Garcia Plaza, E.; Nunez Lopez, P.J.; Beamud Gonzalez, E.M. Multi-Sensor Data Fusion for Real-Time Surface Quality Control in Automated Machining Systems. Sensors 2018, 18, 4381. [Google Scholar] [CrossRef] [PubMed]
- Han, L.; Cheng, X.; Li, Z.; Zhong, K.; Shi, Y.; Jiang, H. A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line. Sensors 2018, 18, 4368. [Google Scholar] [CrossRef] [PubMed]
- Weimer, D.; Scholz-Reiter, B.; Shpitalni, M. Design of deep convolutional neural network architectures for automated feature extraction in industrial inspection. CIRP Annals 2016, 65, 417–420. [Google Scholar] [CrossRef]
- Xie, X. A Review of Recent Advances in Surface Defect Detection Using Texture Analysis Techniques. Electron. Lett. Comput. Vision Image Ana. 2008, 7, 1–22. [Google Scholar] [CrossRef]
- Scholz-Reiter, B.; Weimer, D.; Thamer, H. Automated Surface Inspection of Cold-Formed MicroPart. CIRP Ann. Manuf. Technol. 2012, 61, 531–534. [Google Scholar] [CrossRef]
- Rani, S.; Baral, A.; Bijender, K.; Saini, M. Quality control during laser cut rotogravure cylinder manufacturing processes. Int. J. Sci. Eng. Comput. Technol. 2015, 5, 70–73. [Google Scholar]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef] [PubMed]
- Jia, Y.; Shelhamer, E.; Donahue, J.; Karayev, S.; Long, J.; Girshick, R.; Guadarrama, S.; Darrell, T. Caffe: Convolutional Architecture for Fast Feature Embedding. ACM Multimedia 2014, 675–678. [Google Scholar]
- Chollet, F. Deep Learning with Python; Manning Publications Co.: Shelter Island, NY, USA, 2018. [Google Scholar]
- Lin, T.; RoyChowdhury, A.; Maji, S. Bilinear CNN Models for Fine-Grained Visual Recognition. In Proceedings of the 2015 IEEE International Conference on Computer Vision (ICCV), Santiago, Chile, 7–13 December 2015; pp. 1449–1457. [Google Scholar] [CrossRef]
- Miskuf, M.; Zolotova, I. Comparison between multi-class classifiers and deep learning with focus on industry 4.0. In Proceedings of the 2016 Cybernetics & Informatics (K&I), Levoca, Slovakia, 2–5 February 2016. [Google Scholar]
- Zheng, X.; Wang, M.; Ordieres-Mere, J. Comparison of Data Preprocessing Approaches for Applying Deep Learning to Human Activity Recognition in the Context of Industry 4.0. Sensors 2018, 2146, 2146. [Google Scholar] [CrossRef]
- Aviles-Cruz, C.; Ferreyra-Ramirez, A.; Zuniga-Lopez, A.; Villegas-Cortez, J. Coarse-Fine Convolutional Deep-Learning Strategy for Human Activity Recognition. Sensors 2019, 19, 1556. [Google Scholar] [CrossRef]
- Zhe, L.; Wang, K.S. Intelligent predictive maintenance for fault diagnosis and prognosis in machine centers: Industry 4.0 scenario. Adv. Manuf. 2017, 5, 377–387. [Google Scholar]
- Deutsch, J.; He, D. Using Deep Learning-Based Approach to Predict Remaining Useful Life of Rotating Components. IEEE Trans. Syst. Man Cybern. Syst. 2018, 48, 11–20. [Google Scholar] [CrossRef]
- Shanmugamani, R. (Ed.) Deep Learning for Computer Vision; Packt Publishing-ebooks Account: Birmingham, UK, 2018. [Google Scholar]
- Wang, T.; Chen, Y.; Qiao, M.; Snoussi, H. A fast and robust convolutional neural network-based defect detection model in product quality control. Int. J. Adv. Manuf. Technol. 2018, 94, 3465–3471. [Google Scholar] [CrossRef]
- He, M.; He, D. Deep Learning Based Approach for Bearing Fault Diagnosis. IEEE Trans. Ind. App. 2017, 53, 3057–3065. [Google Scholar] [CrossRef]
- Imai, M. KAIZEN: The Key to Japan’s Competitive Success; McGraw-Hill Higher Education: New York, NY, USA, 1986. [Google Scholar]
- Schmidt, D. Available online: ссылка (accessed on 15 September 2019).
- Hinton, G.; Osindero, S.; Teh, Y. A fast learning algorithm for deep belief nets. Neural Comput. 2006, 18, 1527–1554. [Google Scholar] [CrossRef]
- Zhang, K.; Zuo, W.; Gu, S.; Zhang, L. Learning Deep CNN Denoiser Prior for Image Restoration. In Proceedings of the 2017 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Honolulu, HI, USA, 21–26 July 2017; pp. 2808–2817. [Google Scholar] [CrossRef]
- Zhang, K.; Zuo, W.; Chen, Y.; Meng, D.; Zhang, L. Beyond a Gaussian Denoiser: Residual Learning of Deep CNN for Image Denoising. IEEE Trans. Image Process. 2017, 26, 3142–3155. [Google Scholar] [CrossRef] [PubMed]
- van Rossum, G. Python Tutorial; Technical Report CS-R9526; Computer Science/Department of Algorithmics and Architecture: Amsterdam, The Netherlands, 1995. [Google Scholar]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep Residual Learning for Image Recognition. arXiv 2015, arXiv:1512.03385. [Google Scholar]
- Krizhevsky, A.; Sutskever, L.; Hinton, G. Imagenet classification with deep convolutional neural networks. In Proceedings of the 25th International Conference on Neural Information Processing Systems, Lake Tahoe, NV, USA, 3–6 December 2012; pp. 1106–1114. [Google Scholar]
- Alom, M.Z.; Taha, T.M.; Yakopcic, C.; Westberg, S.; Sidike, P.; Nasrin, M.S.; Hasan, M.; Van Essen, B.C.; Awwal, A.A.S.; Asari, V.K. A State-of-the-Art Survey on Deep Learning Theory and Architectures. Electronics 2019, 8, 292. [Google Scholar] [CrossRef]
- Lecun, Y.; Bottou, L.; Bengio, Y.; Haffner, P. Gradient-based learning applied to document recognition. Proc. IEEE 1998, 86, 2278–2324. [Google Scholar] [CrossRef]
- Lin, M.; Chen, Q.; Yan, S. Network In Network. arXiv 2013, arXiv:1312.4400. [Google Scholar]
- Szegedy, C.; Liu, W.; Jia, Y.; Sermanet, P.; Reed, S.; Anguelov, D.; Erhan, D.; Vanhoucke, V.; Rabinovich, A. Going deeper with convolutions. In Proceedings of the 2015 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Bosto, MA, USA, 7–12 June 2015; pp. 1–9. [Google Scholar] [CrossRef]
- Szegedy, C.; Vanhoucke, V.; Ioffe, S.; Shlens, J.; Wojna, Z. Rethinking the Inception Architecture for Computer Vision. arXiv 2015, arXiv:1512.00567. [Google Scholar]
- Szegedy, C.; Ioffe, S.; Vanhoucke, C.; Alemi, A. Inception-v4, Inception-ResNet and the Impact of Residual Connections on Learning. arXiv 2016, arXiv:1602.07261. [Google Scholar]
- Huang, G.; Liu, Z.; Maaten, L.v.d.; Weinberger, K.Q. Densely Connected Convolutional Networks. In Proceedings of the 2017 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Honolulu, HI, USA, 21–26 July 2017; pp. 2261–2269. [Google Scholar]
Авторы: Javier Villalba-Diez, Daniel Schmidt, Roman Gevers, Joaquín Ordieres-Meré, Martin Buchwitz, Wanja Wellbrock