


В статье представлена реализация методов дифракции и спектрального анализа, позволяющих повысить разрешение оптических приборов, предназначенных для измерения таких круглых проволочных материалов, как кабели, провода, шнуры и т. д., с диаметрами, превышающими длину волны (~0,5 мм и более). Предложенная функция преобразования позволяет обнаруживать геометрические границы теней объекта, которые используются для расчета его диаметра независимо от его положения в измерительной зоне. Описан алгоритм обнаружения в реальном времени экстремумов дифракции в аналоговом видеосигнале, генерируемом датчиками на основе приборов с зарядовой связью. Показан метод дополнительного повышения разрешения на основе спектрального анализа.
1. Введение
При измерении диаметра круглых проволочных материалов с помощью метода расходимости лазерного луча достигается ряд преимуществ по сравнению с другими оптическими методами измерения [1], [2]. В частности, отсутствие катадиоптрической оптической системы и подвижных оптических компонентов существенно упрощает оптическую систему и конструкцию основного измерительного преобразователя. Разработка и производство двухмерных измерительных приборов диаметра на основе этого метода является перспективным направлением в кабельной приборостроении благодаря их надежности, относительной простоте изготовления и объективной настройке.
Метод измерения диаметра длинной проволоки с помощью расходимости лазерного луча основан на обнаружении границ тени объекта с помощью многоэлементных линейных фотодетекторов, размещенных в двух ортогональных измерительных каналах. На рис. 1 показана схема оптического двухмерного первичного измерительного преобразователя, реализующего этот метод измерения. Пунктирными линиями показаны траектории лазерных лучей, излучаемых точечными источниками излучения LAZ1 и LAZ2. Эти лазерные лучи направлены тангенциально к краям заготовки и формируют границы свет-тень t1f, t1s и t2f, t2s на соответствующих многоэлементных фотодетекторах CCD1 и CCD2. Этот метод и функции преобразования первичных измерительных данных подробно описаны в работах [3] и [4].
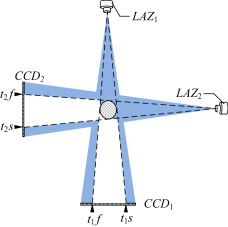

Рис. 1. Метод измерения диаметра по расходимости лазерного луча; LAZ1 и LAZ2 — точечные источники излучения; CCD1 и CCD2 — многоэлементные фотодетекторы для 1-го и 2-го измерительных каналов соответственно; величины t1 f, t1 s и t2 f, t2 s — границы тени исследуемой заготовки.
На практике точное определение геометрических границ восходящих и нисходящих кромок теней заготовки с помощью многоэлементного фотодетектора представляет собой довольно сложную задачу. Это связано с тем, что скорость нарастания и форма границ зависят от локального освещения фотодетектора и положения заготовки в плоскости, ортогональной поверхности фотодетектора. Царапины, пыль, грязь и другие дефекты оптического стекла измерительных приборов, возникающие в процессе эксплуатации, влияют на точность определения границ тени. Даже если эти дефекты будут учтены или эффективно устранены, точность оптических приборов ограничена дифракционными эффектами , возникающими на границах заготовки, что приводит к размытию тени.
В патенте [5] описан принцип определения границы тени на основе распределения экстремальных значений от края непрозрачного объекта. Это хорошо известная методика, исследованная в работах [6] и [7]. Принцип определения границы тени широко используется в науке и технике [8], [9], [10], [11], [12], [13], [14], [15], [16]. В частности, он применяется для повышения точности геометрических измерений различных материалов проволоки.
Для улучшения разрешения оптических преобразователей, основанных на методе измерения расходимости лазерного луча, анализ дифракционной картины Френеля крупномасштабных объектов проводился с помощью приборов, производимых компаниями «Сикора» и «Зумбах». Однако в вышеупомянутой литературе не описана функция преобразования, позволяющая точно математически рассчитать положение границы при измерении материалов проволоки с диаметрами, превышающими длину волны.
Этот факт ограничивает применение дифракции Френеля оптическими преобразователями, основанными на данной методике. Помимо функции преобразования, авторы представляют исследование влияния движений объекта в измерительной зоне на дифракционную картину , что очень важно для промышленного развития измерительных приборов.
2. Метод определения границ
Как показано на рис. 2, принцип дифракции Френеля проявляется на границе непрозрачных цилиндрических объектов. Частично свет проникает в теневую область, в то время как в освещенной области он образует систему дифракционных минимумов и максимумов, разница между ними монотонно уменьшается, а интенсивность света приближается к исходному уровню освещенности I₀. Расстояние L между точечным источником и многоэлементным фотодетектором зависит от структурных свойств оптического преобразователя и является постоянным. Расстояние y может изменяться в зависимости от положения контролируемой заготовки.
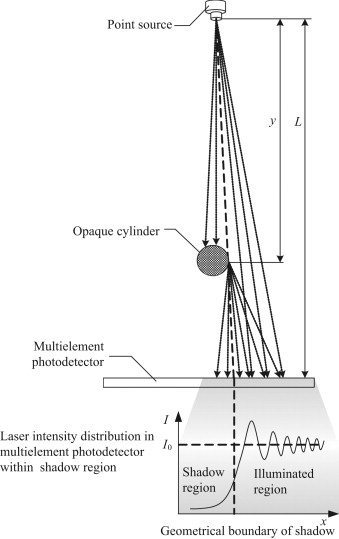

Рис. 2. ДифракцияФренеля на границе непрозрачного цилиндра: I₀ — начальное освещение; L — расстояние между точечным источником и многоэлементным фотодетектором; y — расстояние между точечным источником и непрозрачным цилиндром.
Рис. 3 позволяет изучать распределение экстремумов дифракции вблизи геометрической границы. В случае, если граница тени проецируется ортогонально плоскости фотодетектора, расстояние Xi от точки Xt до ее соответствующего максимума Mi и расстояние xi от той же точки Xt до ее соответствующего минимума mi определяются формулами


где i — номер соответствующего максимума или минимума, начиная с нуля; λ — длина волны точечного источника (рис. 3).
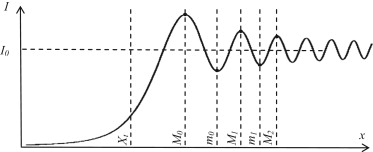

Рис. 3. Распределениеэкстремумов дифракции вблизи геометрической границы: Xt —геометрическая граница тени; M0, M1, M2 — минимумы первого, второго и третьего порядков соответственно; m0, m1 — минимумы первого и второго порядков соответственно.
Положение границы Xt на многоэлементном фотодетекторе является исходным значением для расчета диаметра с использованием метода, представленного в [3]. Определив расстояние между первыми двумя максимумами (интервал M0M1) или минимумами (интервал m0m1), показанными на рис . 3, можно найти границу Xt. Поскольку фактор
![]()

![]()

![]()

для максимумов и минимумов соответственно. Таким образом, расстояние между крайними значениями может изменяться пропорционально в зависимости от параметров L и y, однако корреляция между ними остается постоянной. В частности, интервал Xt M0 коррелирует с интервалом M0 M1 с фиксированным коэффициентом 1,093, в то время как корреляция между интервалами Xt m0 и m0 m1 равна 2,154. Таким образом, можно вывести приведенные ниже формулы для нахождения координат геометрических границ восходящих и нисходящих фронтов:


3. Экспериментальная проверка
3.1. Настройка измерительной установки
Для проведения эксперимента была разработана экспериментальная установка. Блок-схема экспериментальной установки показана на рис. 4, а ее реализация — на рис. 5 .
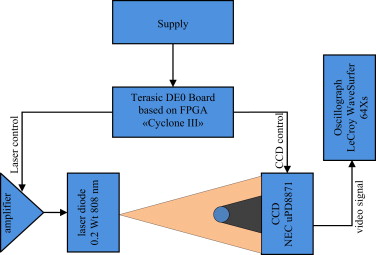

Рис. 4. Блок-схема испытательной установки.
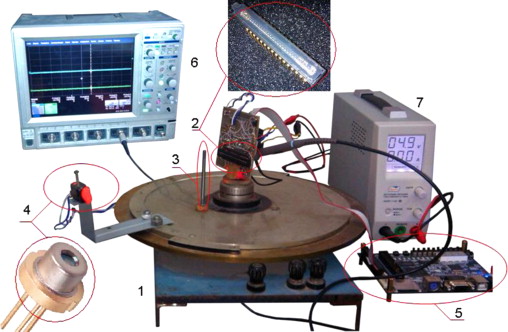

Рис. 5. Испытательная установка: 1 — механический циферблат; 2 — многоэлементный фотодетектор; 3 — цилиндрический объект; 4 — диодный лазер; 5 — плата Terasic DE0; 6 — цифровой осциллограф LeCroy WaveSurfer 64Xs; 7 — источник питания.
Измерение угла осуществлялось с помощью механического циферблата с точностью определения угловой ошибки в 1′. В центре механического циферблата была закреплена плата с многоэлементным фотодетектором. Рядом с платой в центре также был установлен цилиндрический объект диаметром ~4 мм. В качестве многоэлементного фотодетектора использовался линейный ПЗС-матрица (прибор с зарядовой связью) NEC µPD8871.
Он имеет 3 ряда по 10 680 пикселей и размер фотоэлемента 4 мкм × 4 мкм. Частота сканирования ПЗС-матрицы и время экспозиции составляли 1 кГц и около 50 мс соответственно. Диодный лазер HLDH-808-B20001 с параметрами длины волны 808 нм, оптической мощностью 0,2 Вт и углом расходимости луча 42° был закреплен на подвесе, установленном на циферблате.
Генерация управляющих импульсов для платы с многоэлементным фотодетектором и лазерным излучателем осуществлялась платой Terasic DE0 на базе FPGA Cyclone III. FPGA Cyclone III используется для точной тактовой частоты и управления ПЗС-матрицей с частотой 20 МГц, с соблюдением всех интервалов в соответствии с техническими характеристиками.
Экстремумы дифракционной картины регистрировались с помощью цифрового осциллографа LeCroy WaveSurfer 64Xs. Тестовая установка питалась от источника питания.
3.2. Результаты эксперимента
3.2.1. Оценка полученных взаимосвязей
На рис. 6 показана осциллограмма обрабатываемой детали, полученная с помощью лазерного луча. Все обозначения, использованные на этом рисунке, взяты с рис. 3.
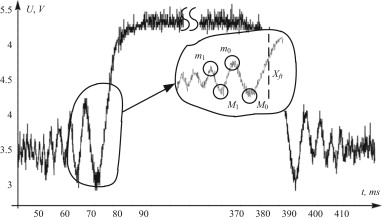

Рис. 6. Осциллограмма заготовки с дифракционными эффектами, возникшими на границах.
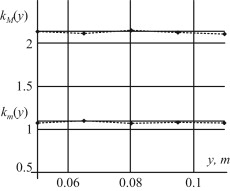
На рис. 7 показана экспериментальная зависимость коэффициентов kM и km (экспериментально равных 2 и 1,1 соответственно) от перемещения заготовки в пределах всей основной измерительной зоны, перпендикулярной многоэлементному фотодетектору. Как показано на рис. 6, их значения хорошо согласуются с теоретическими результатами. Эти значения остаются постоянными в широком диапазоне перемещений заготовки, что справедливо для уравнения (2) в случае, когда дифракционная картина формируется падающим краевым лучом, перпендикулярным поверхности многоэлементного фотодетектора.

Однако в реальных приборах заготовка может перемещаться не только вдоль оси, перпендикулярной плоскости фотодетектора, но и в любом другом направлении. Это приводит к тому, что краевые лучи падают под углом α, отличным от 90°, и геометрия оптической системы, включая параметры L и y, преобразуется в параметры L′ и y′. Распределение экстремумов дифракции также преобразуется из состояний Xt, Mi, Mi в состояния Xt′, Mi′, Mi′ в зависимости от угла падения α, где X — геометрическая граница тени; M и m — максимумы и минимумы i – го порядка, как показано на рис . 8.


Рис. 8. Формирование дифракционной картины на многоэлементном фотодетекторе при угле падения α.
Для проверки уравнения (2) в случае косого падения краевых лучей необходимо уточнить, как расстояния между главными крайними значениями дифракционной картины коррелируют в зависимости от угла падения. В качестве тестовых расстояний были взяты расстояния между максимумами первого и второго порядка, а также между максимумами второго и третьего порядка дифракционной картины, соответствующие интервалам M0 M1 и M1 M2, показанным на рис. 3.
Диаграммы, показанные на рис. 9а, демонстрируют эмпирическую зависимость между интервалами M0M1 и M1M2 и углом падения α. Нулевое значение соответствует нормальному падению краевого луча. Как и предполагалось, расстояния между крайними значениями увеличиваются с увеличением отклонения луча от нормали к плоскости фотодетектора.
Как показано на рис. 9б, диаграмма зависимости определяет пропорциональность изменения расстояния между этими крайними значениями. Эта диаграмма демонстрирует, как коэффициент k (α) влияет на корреляцию M0M1 / M1M2 в зависимости от угла падения. На рис. 9б показано, что коэффициент k (α) (экспериментально равный 1,35) остается постоянным в широком диапазоне углов падения , что доказывает пропорциональное изменение расстояний между крайними значениями дифракционной картины. Это позволяет уравнению (2) быть использованным для точного определения геометрической границы тени заготовки в широком диапазоне ее перемещений.
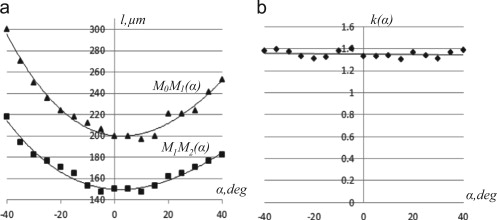

Рис. 9. Экстремальные значения дифракции в зависимости от угла падения краевых лучей: а) соотношение M0 M1 и M1 M2 в зависимости от угла падения α; б ) зависимость коэффициента k от угла падения α.
3.2.2. Метод измерения геометрической границы
Таким образом, основная проблема предварительной цифровой обработки сигнала заключается в вычислении минимумов (m1, m2) и максимумов (M1, M2) восходящих и нисходящих фронтов для дальнейшего вычисления реальной границы тени (Xft или Xst). Для решения этой проблемы разработан алгоритм, показанный на рис. 10, который будет реализован на программируемом логическом устройстве (FPLD) .
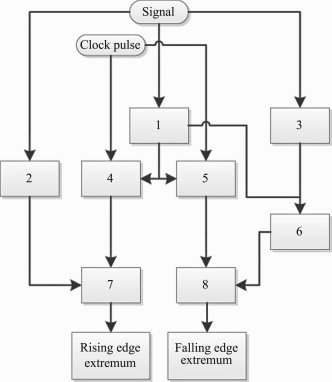

Рис. 10. Схема алгоритма обнаружения минимумов восходящих и нисходящих фронтов: 1 — детектор изменения знака производной; 2 — детектор восходящего фронта; 3 — детектор нисходящего фронта; 4, 5 — буферы FIFO; 6 — счетчик ячеек; 7, 8 — защелки.
Детектор изменения знака производной 1 получает последовательные данные о напряжении в ячейках ПЗС-матрицы и тактовые импульсы для подсчета ячеек. При изменении знака производной детектор передает управляющий сигнал на буферы FIFO 4 и 5. Буферы FIFO получают номер ячейки и управляющий сигнал от детектора изменения знака производной 1, а затем выводят четыре последних полученных номера ячеек.
Детектор восходящего фронта 2 получает последовательные данные о напряжении ячеек ПЗС-матрицы и передает управляющий сигнал на защелку 7 для обнаружения восходящего фронта. Детектор нисходящего фронта 3 получает последовательные данные о напряжении ячеек ПЗС-матрицы и передает управляющий сигнал на счетчик ячеек 6 для обнаружения нисходящего фронта.
Счетчик ячеек 6 получает управляющий сигнал от детектора изменения знака производной 1 и увеличивает значение внутреннего регистра, начиная с нуля, при каждом изменении сигнала. Как только внутренний регистр достигнет значения 4, счетчик ячеек передаст управляющий сигнал на защелки 7 и 8 из буферов FIFO 4 и 5 соответственно. Эти защелки получают по четыре номера ячеек каждая. Сброс регистров и состояний (за исключением защелок) выполняется при достижении верхнего значения счетчика ячеек или по сигналу начала кадра.
Результаты работы детектора показаны на рис. 11. На этом рисунке показан обратный временной сдвиг выходного сигнала детектора, иллюстрирующий согласованность определения экстремума. Полученные данные помогают определить реальные положения геометрических границ X ft и X st , которые затем загружаются в микропроцессор для обработки.
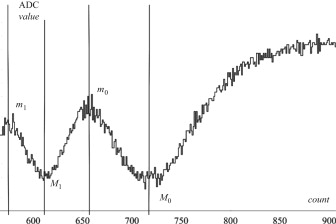

Рис. 11. Результаты работы детектора.
3.2.3. Коррекция диаметра с использованием спектрального анализа
В предлагаемых конструктивных вариантах метода измерения диаметра время захвата сигнала ПЗС-матрицей составляет около 1 мс. Этот временной интервал определяется максимальной тактовой частотой ПЗС-матрицы. Теоретически, за этот интервал заготовка может перемещаться в зоне измерения из-за вибраций, что может привести к дополнительной погрешности измерения. Однако это можно скорректировать с помощью метода частотного анализа.
Предлагаемый измерительный прибор обеспечивает до 500 кадров в секунду (fs = 500 Гц) для каждого измерительного канала, что позволяет регистрировать частоту колебаний до 250 Гц.
Рассмотрим механизм этой коррекции, используя рис. 12, рис. 13, рис. 14, рис. 15. На рис. 12 представлены данные выборки для границ теней. Очевидно, что эти данные неверны, поэтому пропуски были предварительно проигнорированы, как показано на рис. 13 .
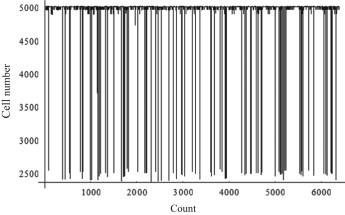

Рис. 12. Первоначальная выборка данных для одной из границ тени.
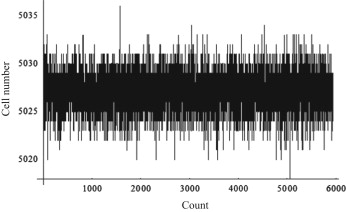

Рис. 13. Выборка данных для одной из границ тени после игнорирования пропусков.
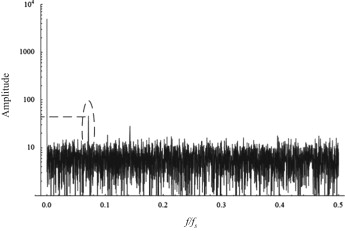

Рис. 14. Выборка данных для одного из спектров границы тени.
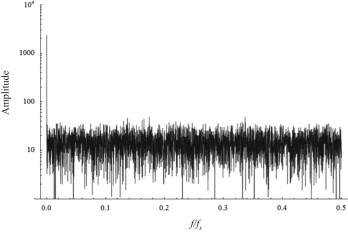

Рис. 15. Спектр разницы между восходящим и нисходящим фронтами.
Затем сигнал преобразуется в ряд Фурье . Прямое преобразование Фурье можно записать как


В то же время, амплитуда колебаний на частоте
![]()

равно 2 [Xk] / N , k = 0… N [17].
На рис. 14 показан спектр измеренных значений. Помимо постоянной составляющей, этот спектр включает колебания с частотой 35 Гц. Это может быть вызвано либо вибрациями заготовки, происходящими в зоне измерения, либо периодическим изменением ее диаметра.
Рассмотрим спектр различий между восходящим и нисходящим фронтами, чтобы изучить происхождение этих колебаний (рис. 15).
Поскольку в этом спектре отсутствуют колебания большой амплитуды, за исключением их постоянной компоненты, отсюда следует, что ненулевые колебания, возникающие на восходящем и нисходящем фронтах, вызваны вибрацией. Зная амплитуду и частоту этой вибрации и скорость сканирования ПЗС-матрицы, можно скорректировать диаметр:


где ts — время сканирования диаметра; Vv — линейная скорость заготовки; D — измеренный диаметр в ячейках ПЗС-матрицы; fcl — частота тактового сигнала ПЗС-матрицы; A и f — амплитуда и частота максимальных и ненулевых колебаний соответственно. dD вычитается из рассчитанного диаметра, поскольку вибрация влияет на точность измерения диаметра.
3.3. Обсуждение
Предложенные в данной работе методы были протестированы при различных интенсивностях лазерного излучения, аналогичных реальной работе измерительного прибора. Результаты исследования представлены в таблице 1 в сравнении с результатами, полученными для классического амплитудного детектора, который определяет положение тени по скорости изменения интенсивности и форме границ на изображении ПЗС-матрицы.
Таблица 1. Зависимость ошибки обнаружения восходящих и нисходящих фронтов от изменения яркости лазера при использовании стандартной амплитуды и предложенного дифракционного детектора.
| I | Детектор амплитуды | Дифракционный детектор | ||
|---|---|---|---|---|
| Восходящие и нисходящие фронты (пиксели) | Ошибка обнаружения (мкм) | Восходящие и нисходящие фронты (пиксели) | Ошибка обнаружения (мкм) | |
| 0,95 I0 | 1875.2 | −10,4 | 1876.7 | −0,4 |
| I0 | 1877.8 | 0 | 1876.8 | 0 |
| 1.05 I0 | 1880.7 | +11.6 | 1877.0 | +0.8 |
Ошибка обнаружения границы тени, как показано на рис. 6 , составляет 10 мкм при изменении яркости лазера на ±5% от определенного начального значения I₀. В процессе работы эта ошибка может многократно увеличиваться из-за загрязнения оптических элементов, при этом ошибки обнаружения восходящих и нисходящих фронтов суммируются при расчете диаметра. В предлагаемой методике обнаружения границы (по крайним значениям дифракционной картины) ошибка составляет около 1 мкм при аналогичной яркости вспышки. Это обеспечивает высокие метрологические характеристики измерительных приборов независимо от характеристик дрейфа оптического излучателя и чистоты оптики приборов.
Предложенные методики были одобрены для множества непрозрачных цилиндрических объектов диаметром от 0,5 до 40 мм, изготовленных из различных материалов, таких как полипропилен, полиэтилен, поливинилхлорид, резина, металлы и т. д.
В данном исследовании использовались полупроводниковые диоды длиной волны 808 нм и энергией 0,2–0,5 Вт. Как правило, они обладают различной расходимостью луча вдоль разных плоскостей симметрии, в частности Θ //≈8÷11°, Θ ⊥≈39÷48°. В методике измерения диаметра по расходимости лазерного луча используется только полуплоскость Θ⊥ для обеспечения блика по всей измерительной зоне. Поэтому другие положения лазера и, следовательно, различия в поляризации светового луча в данной работе не представлены.
В зависимости от конфигурации оптической системы предлагаемые методы обеспечивают разрешение для измерения одного диаметра в диапазоне 2–3 мкм, что позволяет использовать оптическое увеличение лазерно-лучевого расходимого оптического преобразователя (рис. 1).
Дальнейшая математическая обработка полученных данных в соответствии с методологией, описанной в работах [3], [4], а также статистический анализ набора данных позволяют получить общее разрешение до 1 мкм и ниже для оптической системы.
Оценка осуществимости предложенных методов проводилась с помощью прототипа промышленного измерительного прибора, разработанного авторами (рис. 16а). Использовались проволочные калибры (от 0,5 до 20 мм), сертифицированные Государственным метрологическим агентством с точностью 0,5 мкм (рис. 15б). Размеры прототипа: длина 240 мм, высота 175 мм, ширина 57 мм. Максимальный измеряемый диаметр составляет 20 мм.


Рис. 16. Прототип прибора и калибры проволоки. а) Прототип промышленного измерительного прибора. б) Калибры проволоки.
4. Выводы
Литература
- C.J. Tay, S.L. Toh, H.M. Shang Time delay and integration imaging for internal profile inspection Opt Laser Technol, 30 (8) (1998), pp. 459-465 View PDF View article
- Jian Li Jinhui Lan, Guangda Hu, Yiliang Zeng Distance estimation using a panoramic sensor based on a novel spherical optical flow algorithm Opt Laser Technol, 45 (2013), pp. 168-176 (February)
- Svendrovskii A.R., Raschet diametra v beskontaktnykh dvukhkoordinatnykh izmeritelyakh [Measurement of diameter by non-contact two-dimensional detectors]. In: Proceedings of the . 1st all-Rusian. science. conference on ‘Scientific and Engineering problems of instrument engineering. Tomsk; 2005. p. 31–33.
- Fedorov E.M., Edlichko A.A. Vychislenie geometricheskikh parametrov dvukhkoordinatnykh izmeritelei diametra protyazhennykh izdelii [Calculation of geometrical parameters of two-dimensional instruments used for measuring diameter of long wire materials]. Bulletin of the Tomsk Polytechnic University, 2008. No. 2. (rus)
- Measurement of diameter using diffraction borders and electronic soiling correction, Patent N EP 0924493 B1. Adrian Beining, Werner Dr.-Ing. Blohm, HaraldSikora; 2002.
- A. Sommerfeld (German edition 1950, English translation) Optics, Academic Press, New York (1964) (sec 37, 38)
- Born, E. Wolf Principles of Optics (3rd Edition), Pergamon Press, Oxford (1965)
- H.K. Toenshoff, A. Tuennermann, J. Korthals Use of Fresnel diffraction for the measurement of rotational symmetrical workpieces Proc SPIE Int Soc Opt Eng, 3784 (1999), pp. 334-343
- James V. Tietz Chi-Tang Li Improved accuracy of the laser diffraction technique for diameter measurement of small fibres J Mater Sci, 25 (11) (1990), pp. 4694-4698
- S.A. Khodier Measurement of wire diameter by optical diffraction Opt Laser Technol, 36 (1) (2004), pp. 63-67 (Original Research Article) View PDFView article
- G.D. Durgin The practical behavior of various edge-diffraction formulas IEEE Antennas Propag Mag, 51 (3) (2009), pp. 24-35
- S. George Straight edge diffraction using a laser Phys Educ, 7 (6) (1972), pp. 349-352
- Jinhuan Li, Osami Sasaki, Takamasa Suzuki Measurement of diameter of metal cylinders using a sinusoidally vibrating interference pattern Opt Commun, 260 (2) (2006), pp. 398-402 View PDFView article
- R. Jabłoński, J. Mąkowski Measurement of cylinder diameter by laser scanning Recent Adv Mechatron (2007), pp. 596-600
- Chugui Y., Bazin V., Finogenov L., Makarov S., Verkhogliad A. Optical electronic measuring systems and laser technologies for scientific and industrial applications. In: Proceedings of the international symposium on instrumentation and control technology No. 6, Beijing, China. 2006. vol. 6357 (2) [Note(s): 2 vol.] (13 ref.) isbn:0-8194-6452-x; 978-0-8194-6452-1.
- Ryszard Jablonski, Fotowicz Pawel New generation of laser mike Proc. SPIE, 4420 (2001) (Laser Metrology for Precision Measurement and Inspection in Industry, 91 (September 11)
- S.W. Smith Chapter 8: The Discrete Fourier Transform”. The Scientist and Engineer׳s Guide to Digital Signal Processing (Second ed.), California Technical Publishing, San Diego, California (1999)
- Luis Miguel Sanchez-Brea, Juan Carlos Martinez-Anton Eusebio Bernabeu Effect of the refraction index in the diameter estimation of thin metallic wires Proc. SPIE, 5858 (2005), p. 585819 (August 26) Finding PDF
- Lars Forsberg Lars Benckert, Nils-Erik Molin Fresnel diffraction of a Gaussian laser beam by polished metal cylinders Appl Opt, 29 (3) (1990), pp. 416-421
Авторы: Yury A. Chursin, Evgeny M. Fedorov