


Автоматизированный оптический контроль (AOI – от англ. Automated Optical Inspection) является критически важным этапом в производстве полупроводниковых пластин, так как позволяет выявлять микроскопические дефекты на ранних стадиях, предотвращая огромные финансовые потери от брака. В условиях, когда размеры элементов микросхем измеряются нанометрами, традиционный ручной контроль становится физически невозможным и неэффективным.
Система оптического контроля кремниевых пластин незаметно работает в фоновом режиме на каждом этапе внедрения передовых технологических процессов.
Она сканирует слой за слоем, отмечает аномалии и передает карты дефектов в процесс расчета выхода годной продукции.
Но по мере уменьшения размеров геометрических форм и увеличения сложности 3D-моделей возрастает давление со стороны контролирующих органов. Накапливаются ложные срабатывания. Незначительные дефекты остаются незамеченными. Настройка параметров процесса отнимает много времени у инженеров.
AOI по-прежнему играет центральную роль на производстве, но ожидания изменились.
Мы подробно разберем, как работает автоматизированный оптический контроль (АОИ) кремниевых пластин, где традиционные системы испытывают трудности и как искусственный интеллект меняет стратегию контроля в современном полупроводниковом производстве.
Оптический контроль играет важную роль в производстве оптики для проверки и поддержания качества оптики, например, проверка царапин и царапин на поверхности оптики в соответствии с различными стандартами.
Проверка может проводиться либо человеком, который известен как ручной осмотр, либо оптической контрольной машиной.
Ручной осмотр осуществляется невооруженным глазом или с использованием вспомогательных средств, таких как однолинзовые лупы, оптические компараторы и оптические микроскопы.
Однако использование этих вспомогательных средств требует смещения оптики, что увеличивает вероятность повреждения оптики, а также не позволяет количественно обнаружить дефекты. Таким образом, решения разных инспекторов различаются.
Это когда машина AOI играет роль в упрощении и ускорении оптического контроля по сравнению с традиционным ручным контролем.
Оптический контроль проходит на каждом этапе производственного процесса, прежде чем товар будет определен как товар в хорошем состоянии и готов к продаже.
Что такое автоматизированный оптический контроль?
AOI — это машинный метод, обычно используемый в производстве оптики. Он используется для проверки и сертификации оптики, такой как плоская, изогнутая, с покрытием и оптика из различных материалов.
Плоская оптика включает окна, зеркала и т. Д., Тогда как изогнутая оптика включает линзы с разной кривизной.
AOI использует оптику для захвата изображений для оценки потенциальных дефектов, таких как дефекты размеров и дефекты поверхности (например, выемки, царапины, сколы на краях, пузыри, пятна, дефекты примесей и т. д.). Он обеспечивает быструю и точную проверку, чтобы убедиться, что продукт высокого качества без каких-либо производственных дефектов.
С увеличением сложности продуктов и их уменьшением в размерах их ручная проверка представляет серьезную проблему для рабочих, и поэтому AOI играет жизненно важную роль в обеспечении качества продуктов.
Принцип работы машины AOI
Машины AOI зависят от трех важнейших аспектов – освещения, камеры машинного зрения и программного обеспечения для обработки.
Освещение
Оптика размещается под источниками света, которые сильно освещены. Выбрав соответствующий источник света, можно легче проецировать различные типы дефектов.
В более ранних машинах AOI использовались различные стили освещения, такие как флуоресцентное освещение, лампы накаливания, ультрафиолетовое и инфракрасное освещение, но с развитием технологий освещения в новых машинах теперь используются светодиодные лампы красного, зеленого, белого и синего цветов.
Светодиодное освещение обеспечивает более стабильную форму освещения, и даже несмотря на то, что его световой поток со временем будет уменьшаться, его можно компенсировать увеличением тока. Количество света также можно контролировать с помощью светодиодов.
Таким образом, светодиоды, особенно коаксиальный точечный свет, кольцевой свет и коллимированный свет, оказались гораздо более подходящими для различных применений видения и равномерного освещения, чем люминесцентные лампы и лампы накаливания.
Помимо типа освещения, не менее важно расположение источника света. Он должен гарантировать, что все области хорошо освещены, чтобы подчеркнуть недостатки и, следовательно, может потребоваться регулировка для различных услуг.
Камера машинного зрения
Система захвата изображений берет изображение продукта и отправляет его для анализа программой обработки в машине AOI. Одна или несколько камер высокой четкости обычно устанавливаются для повышения производительности, а в некоторых системах они могут перемещаться под управлением программного обеспечения.
Используемые камеры варьируются от устройств XGA до видеокамер высокого разрешения, а получаемые изображения могут быть монохромными или цветными. По сравнению со старыми камерами, новые имеют более высокую частоту кадров.
Это приводит к более высокой скорости сканирования и, следовательно, обычно генерируется огромное количество данных. Следовательно, для управления таким большим объемом данных требуется надлежащее программное обеспечение для обработки.
Разрешение изображения машины AOI определяет количество деталей, которые она может идентифицировать и зафиксировать. Разрешение является ключевым фактором в машине AOI, поскольку оно влияет на точность и скорость контроля. Разрешение камеры определяет поле зрения (FOV), которое показывает часть, включенную в одно изображение. Более широкое поле зрения позволяет исследовать продукт с меньшими изображениями.
Однако для захвата каждого изображения требуется больше времени, поскольку в камере больше пикселей, что приводит к более низкой частоте кадров. С другой стороны, камеры с более узким полем обзора имеют меньшие, но большие пиксели и, следовательно, более высокую частоту кадров.
Программное обеспечение для обработки
Чтобы машина AOI могла проверить продукт, информация о приемлемом продукте должна быть уже установлена в системе. Есть два способа запрограммировать машину AOI:
- Использование «золотой доски»: хороший продукт используется в качестве мишени для машины AOI, и этот продукт проходит через систему для сканирования. Он будет наблюдать за продуктом на предмет различных проверяемых аспектов, и обычно требуется несколько продуктов, чтобы предоставить системе обширные данные об отклонениях.
- Программирование на основе алгоритмов: система генерирует собственный профиль продукта, передавая ему данные о продукте.
Основные положения по AOI-контролю
- Современные стеки AOI объединяют в себе многоспектральную съемку, выравнивание, статистическое обнаружение и классификацию.
- Традиционный метод AOI, основанный на правилах, приводит к до 50% ложных срабатываний и требует серьезной настройки алгоритмов.
- Улучшенная с помощью ИИ область интереса достигает точности классификации 97–99% с менее чем 10% ложных срабатываний.
- Система Smart AOI интегрируется с электронно-лучевой томографией, статистическим контролем процессов (SPC), системой управления технологическими процессами (YMS) и виртуальной метрологией для более точного контроля технологических процессов.
Что такое AOI в контроле полупроводниковых пластин?
Автоматизированная оптическая инспекция — это высокоскоростной бесконтактный метод контроля, используемый для обнаружения дефектов поверхности и рисунка на полупроводниковых пластинах.
Системы оптического контроля пластин используют прецизионную оптику, многоспектральное освещение и алгоритмы обработки изображений для сканирования пластин на наличие дефектов, ограничивающих выход годной продукции, таких как:
- Частицы и загрязнение
- Соединение узоров и открытие
- Шероховатость краев линий
- Царапины и поверхностные аномалии

Технология AOI
В отличие от ручного анализа, оптический оптический контроль (AOI) работает с нанометровой точностью и производительностью, сопоставимой с основными производственными показателями.
Как работают системы автоматического оптического контроля (AOI).
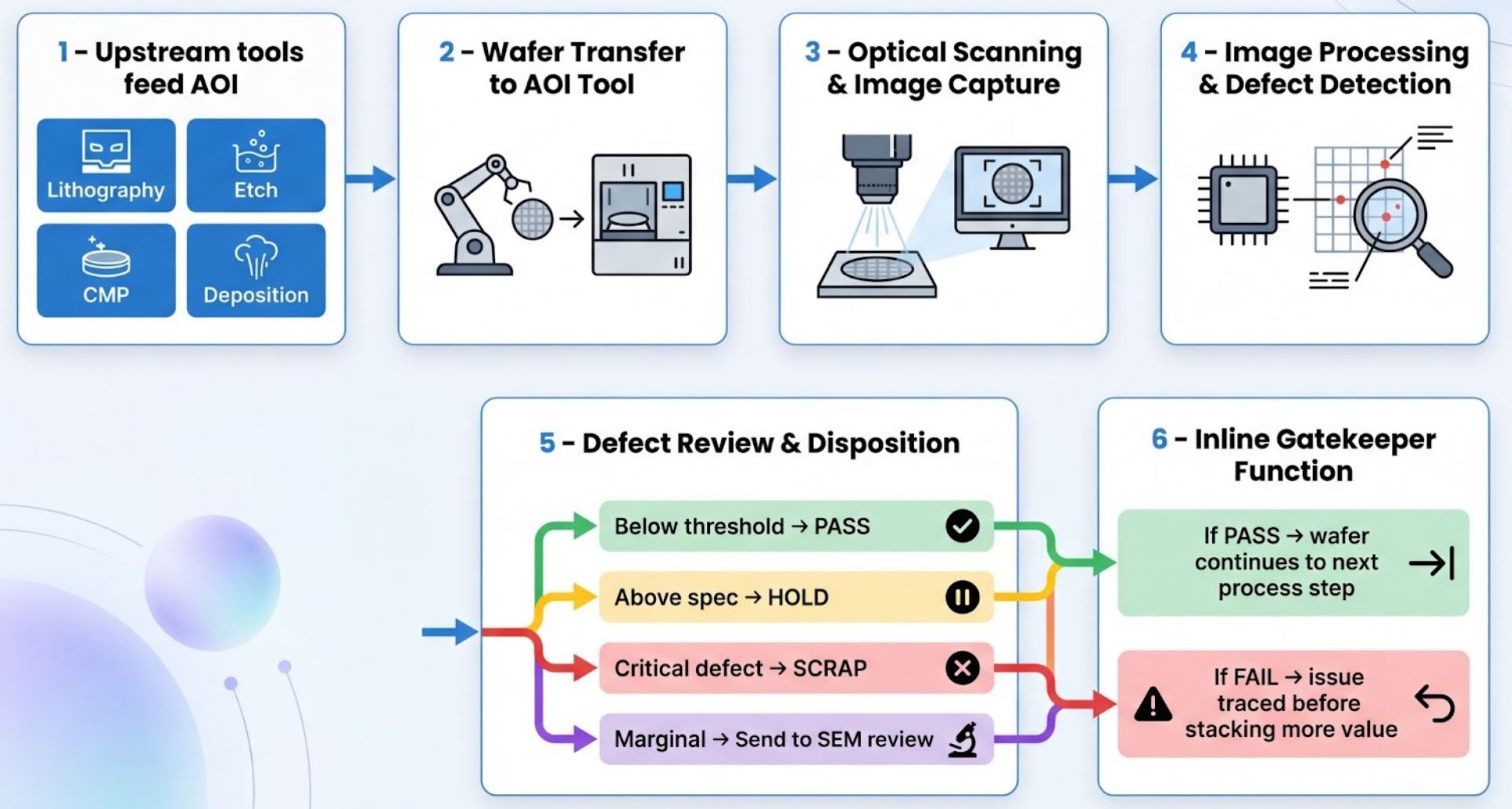
Современные инструменты автоматизированного оптического контроля (АОI) пластин основаны на тесно интегрированном комплексе аппаратного и программного обеспечения, который последовательно выполняет множество этапов для обеспечения точности и согласованности контроля.
1. Получение изображения
Метод оптического оптического контроля начинается с получения изображений поверхности подложки с высоким разрешением.
Камеры, установленные на прецизионных платформах, перемещаются по кремниевой пластине, захватывая изображения при различных условиях освещения:
- видимый, ультрафиолетовый (УФ)
- инфракрасный (ИК)
- и поляризованный свет.
Разнообразие режимов освещения помогает выявить определенные типы дефектов , которые в противном случае могли бы остаться скрытыми при обычном освещении.


Мультиспектральное освещение и съемка для определения дефектов
2. Предварительная обработка и выравнивание
Исходные данные изображения обрабатываются для нормализации яркости, устранения шума и выравнивания шаблонов относительно эталонного кристалла или золотого образца.
- Геометрическая коррекция выравнивает изображения по всей поверхности матрицы.
- Выравнивание шаблона обеспечивает соответствие заведомо исправным пластинам.
- Алгоритмы обнаруживают смещения, повороты или искажения узоров.
3. Алгоритмы обнаружения дефектов
После выравнивания изображения анализируются с использованием комбинации логики, основанной на правилах, и статистического моделирования.
- Метод сопоставления образов сравнивает характеристики с ожидаемыми формами.
- Функция обнаружения границ позволяет выявлять разрывы линий или смещения маски.
- Метод обнаружения аномалий использует статистические отклонения для выявления неизвестных дефектов .
- Морфологический анализ позволяет извлечь данные о размере, форме и текстуре.
4. Классификация
Обнаруженные дефекты не все критически важны для выхода годной продукции. Системы классификации присваивают такие категории, как частицы, пустоты, царапины или перемычки, и оценивают степень их серьезности.

Типы дефектов, выявляемых с помощью AOI.
Дефекты поверхности
К ним относятся посторонние частицы, царапины и микрозагрязнения. Даже микроскопические частицы могут вызывать обрывы цепи или короткие замыкания в затворах на более совершенных технологических узлах.
Инструменты AOI обнаруживают их посредством анализа контраста и текстуры.
Дефекты рисунка
Проблемы, связанные с формированием рисунка, такие как перемычки (когда две линии непреднамеренно соединяются) или разрывы (когда линия обрывается), часто возникают после этапов литографии или травления.
Эти дефекты имеют критическое значение, поскольку напрямую влияют на электрические цепи. Автоматический оптический контроль (АОК) выявляет их с помощью методов контроля по краям и форме.
Топографические дефекты и дефекты плоскостности
По мере перехода полупроводниковых конструкций к трехмерным структурам отклонения по высоте становятся критически важными.
Образование углублений, эрозия или аномалии высоты ступеней могут свидетельствовать о неудачах при химико-механической полировке (ХМП).
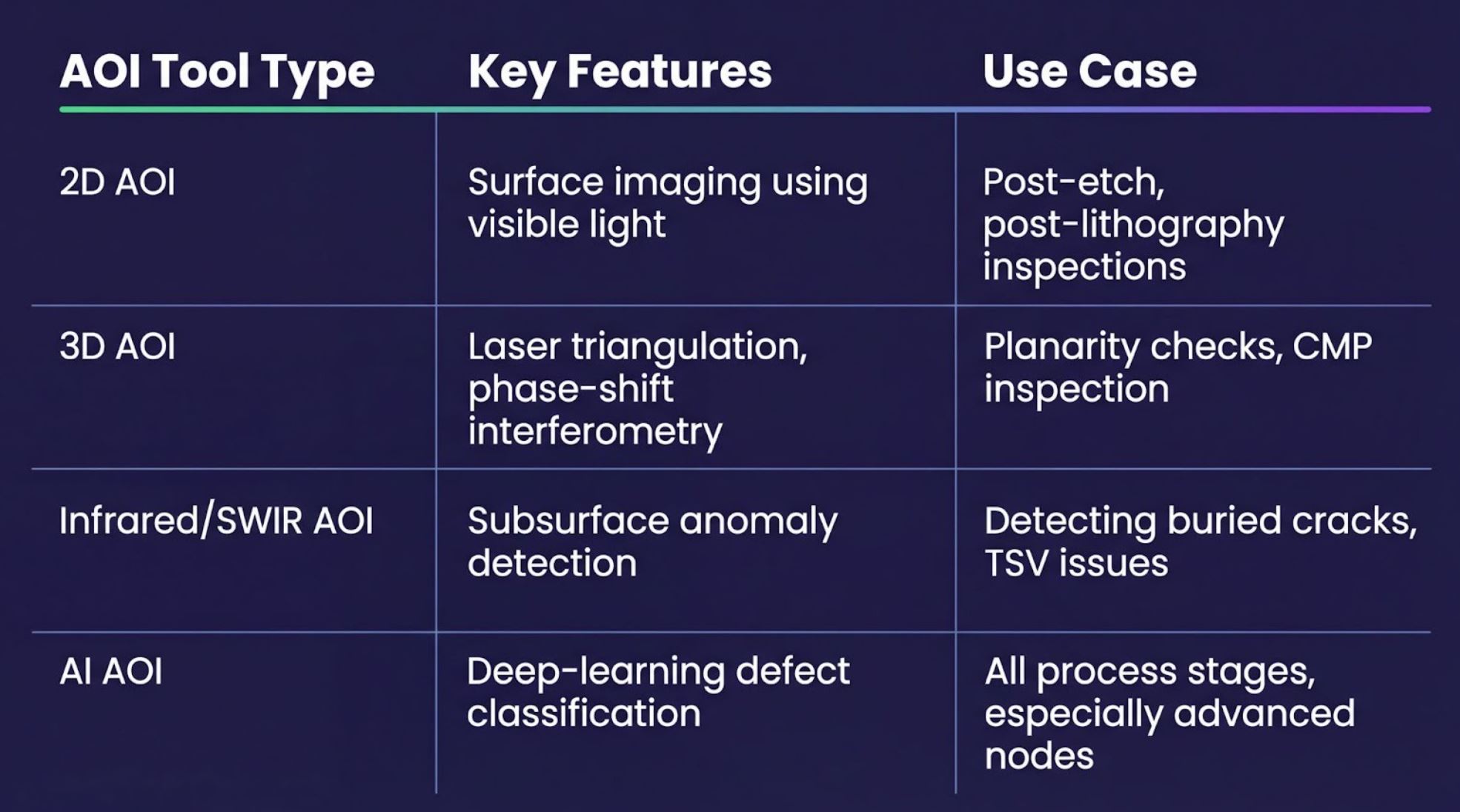
Системы 3D AOI используют лазерную триангуляцию для точного отображения этих проблем.
Внутренние и заглубленные дефекты
Используя коротковолновое инфракрасное (SWIR) или ИК-изображение, системы AOI могут обнаруживать дефекты, скрытые под поверхностными слоями, такие как расслоение слоев, залегающие частицы или пустоты внутри сквозных межсоединений (TSV).
Для корректной интерпретации этих данных требуются специальные алгоритмы обработки освещения и изображений.
Инструменты автоматического оптического контроля, используемые при проверке кремниевых пластин.
Системы автоматического оптического контроля на уровне пластин выпускаются в нескольких конфигурациях в зависимости от точки контроля и этапа процесса:

Такие поставщики, как KLA, Omron и Applied Materials, разработали инструменты, соответствующие отраслевым стандартам, а программные слои, подобные нашему от Averroes.ai, накладывают возможности искусственного интеллекта на устаревшее оборудование для автоматического оптического контроля.
Преимущества автоматизированного оптического контроля (АОИ) пластин на производстве
1. Повышение производительности
Благодаря обнаружению дефектов на ранних стадиях процесса, автоматизированная оптическая инспекция предотвращает потери выхода продукции из-за дефектов, которые в противном случае могли бы остаться незамеченными на более поздних этапах.
Поскольку в современных технологических процессах допустимые погрешности минимальны, пропуск даже одного критического дефекта может привести к выбраковке целого кристалла или пластины.
2. Скорость и масштабируемость
Современные системы автоматического оптического контроля (АОИ) позволяют производить до 100 пластин в час, что обеспечивает их масштабируемость при крупномасштабном производстве.
Встроенная система позволяет проводить проверку без прерывания производственной линии, что делает ее идеальной для круглосуточной работы.
3. Отслеживаемость и документация
В каждом цикле проверки создаются карты дефектов с указанием времени, координаты дефектов, их классификация и оценка степени серьезности.
Такая прослеживаемость необходима для совершенствования процессов, проведения аудитов и сопоставления с данными электрических испытаний.
4. Обеспечение управления технологическими процессами
AOI не просто выявляет проблемы. Он передает данные высокоточного контроля в платформы SPC и YMS. Тенденции дефектов могут быть соотнесены с производительностью оборудования или изменениями материалов, что позволяет предприятиям выявлять отклонения от нормы выхода годной продукции на ранних стадиях.
5. Интеграция с существующими инструментами
Современные системы автоматического оптического контроля (АОИ) пластин разработаны для интеграции в производственные среды по принципу «подключи и работай». Они бесперебойно взаимодействуют с существующими системами обработки пластин, метрологическими инструментами и программным обеспечением MES.
Недостатки традиционных систем автоматизированного оптического контроля (АОИ) кремниевых пластин


Кратко о недостатках традиционных методов оптического контроля
1. Высокий процент ложноположительных результатов.
Устаревшие инструменты автоматического оптического контроля часто полагаются на жесткое сопоставление шаблонов и алгоритмы, основанные на правилах. Это означает, что любое отклонение от ожидаемого шаблона — независимо от того, влияет ли оно на выход годной продукции — может вызвать ложную тревогу.
На многих производственных предприятиях это приводит к частоте ложных срабатываний до ~50% , вынуждая операторов вручную проверять тысячи дефектов за смену.
2. Пробелы в обнаружении незначительных дефектов
Хотя основанные на правилах системы автоматического оптического контроля (АОИ) выявляют явные аномалии, они с трудом справляются с тонкими, специфичными для процесса дефектами (такими как микромостики, неровности металлических зерен, шероховатость краев линий).
Для этого требуется понимание контекста и распознавание вариативности закономерностей, чего не хватает традиционным инструментам.
3. Трудоемкая настройка
Каждое новое изменение конструкции пластины или технологического процесса требует перепрограммирования рецепта автоматического оптического контроля.
На это могут уйти дни или даже недели инженерного времени. Шаблоны необходимо обновлять вручную, а правила классификации уточнять для новых типов дефектов.
Это замедляет процесс вывода продукции на рынок при внедрении новых продуктов.
4. Низкая адаптивность
Устаревшие системы не обладают адаптивностью. Они не обучаются на основе новых данных и не повышают точность классификации с течением времени.
Любые изменения окружающей среды, состава материалов или отклонения в технологическом процессе требуют вмешательства человека для перекалибровки системы автоматического оптического контроля.
5. Медленные петли обратной связи
Большинство традиционных инструментов AOI оторваны от более широкой экосистемы производства. Решения о классификации часто принимаются в автономном режиме или на последующих станциях проверки, что задерживает корректировку процесса.
В результате контроль качества становится реактивным, а не проактивным.
Модернизация ИИ: более интеллектуальные системы автоматического оптического контроля.
Традиционные системы автоматического оптического контроля достигают предела производительности по мере уменьшения технологических узлов и увеличения сложности 3D-моделей.
Развитие глубокого обучения в компьютерном зрении открывает новые перспективы.

Системы автоматического оптического контроля на основе искусственного интеллекта сочетают традиционные методы визуализации с нейронными сетями, обучающимися на реальных данных с производственных площадок. Эти системы классифицируют дефекты на основе визуальных закономерностей, метаданных процесса и исторических данных о выходе годной продукции.
В отличие от систем, использующих фиксированные правила, ИИ способен различать тонкие нюансы дефектов и динамически совершенствоваться по мере сбора большего количества данных.
Это позволяет проводить последовательный контроль без постоянного перепрограммирования рецептов.
Основные преимущества:
- Точность классификации дефектов составляет примерно 97–99% (по сравнению с 85–90% у устаревших инструментов).
- Количество ложноположительных результатов снизилось с 40–50% до <10%.
- Активное обучение для адаптации к новым типам дефектов
- Минимальный объем обучающих данных: 20–40 изображений на каждый класс дефектов.
Реальные показатели производительности:
- Точность обнаружения дефектов превышает 97%.
- Доля ложных срабатываний AOI снижена до ~4–6%.
- Ручная повторная проверка сокращается на сотни часов в месяц.
- Циклы автоматизированного оптического контроля сократились на 15–20%, что ускорило рост выхода годной продукции.
Системы искусственного интеллекта также обеспечивают непрерывную обратную связь, позволяя инженерам-технологам действовать на основе оперативной информации и переобучать модели, используя данные электронного пучка или обратную связь со станции мониторинга.
План внедрения: от устаревших систем к интеллектуальным системам автоматического оптического контроля.
Переход от традиционного метода автоматического оптического контроля (АОИ) к методу искусственного интеллекта (ИИ) предполагает как техническую интеграцию, так и организационную согласованность.
Вот примерный план действий для заводов по производству микросхем, рассматривающих этот переход:
Шаг 1: Готовность данных
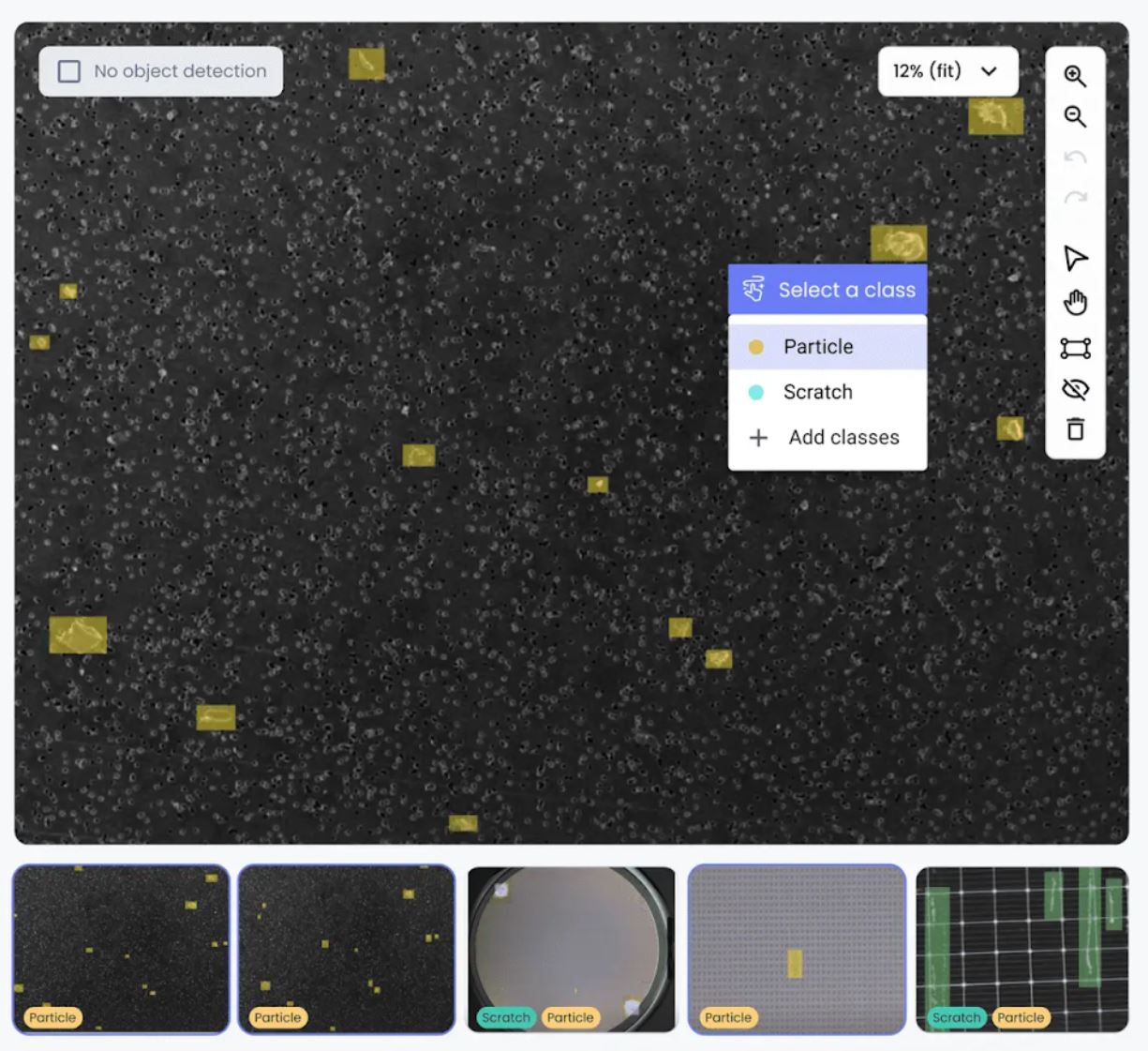
- Составьте список изображений пластин с маркировкой, карт дефектов и классификационных записей.
- Сегментируйте дефекты по слою, этапу процесса и степени серьезности.
- Используйте существующие журналы областей интереса (AOI) или аннотации, сделанные вручную, для создания начальных обучающих наборов данных.
Шаг 2: Архитектура интеграции
- Выберите между накладными решениями (программные слои на основе облачных/периферийных вычислений) и встроенным в инструменты ИИ (искусственный интеллект, интегрированный в контрольно-измерительные приборы).
- Подтвердите совместимость с имеющимся оборудованием (AOI-камеры, MES).
- Определите, как данные инспекции будут передаваться в последующие системы (SPC, YMS).
Шаг 3: Пилотное тестирование
- Проведите сравнительный анализ традиционных моделей областей интереса (AOI) и моделей, усовершенствованных с помощью ИИ.
- Отслеживайте показатели утечек, ложных срабатываний и объем работы по повторной проверке.
- Проверьте производительность ИИ на нескольких партиях пластин и вариантах конструкции.
Шаг 4: Настройка контура обратной связи
- Свяжите результаты классификации, полученные с помощью ИИ, с проверкой с помощью электронного пучка или сканирующего электронного микроскопа.
- Создавайте автоматически обновляющиеся модели, которые обучаются на основе новых дефектов и результатов.
- Подключите классификацию дефектов для создания инструментов анализа, позволяющих отслеживать закономерности по Парето.
Шаг 5: Обеспечение работы команды и внедрение
- Обучите инженеров по контролю качества и оценке производительности интерпретации результатов, полученных с помощью искусственного интеллекта.
- Определите пути эскалации для неоднозначных или новых типов дефектов.
- Внедрение поэтапно, в зависимости от уровня риска процесса – начните с наиболее важных этапов, таких как этапы после травления или после химико-механической полировки.
Шаг 6: Непрерывная оптимизация
- Отслеживайте отклонения модели от заданного значения и периодически переобучайте ее с использованием обновленных наборов данных.
- Используйте панели мониторинга для визуализации тенденций и выявления возникающих закономерностей в дефектах.
- Оценка рентабельности инвестиций: отслеживание сэкономленного инженерного времени, повышения производительности и сокращения брака.
Часто задаваемые вопросы
Могут ли системы автоматического оптического контроля обнаруживать дефекты, возникающие в процессе производства, такие как остатки или химическое загрязнение?
Хотя AOI позволяет обнаруживать видимые остатки и частицы на поверхности пластины, для обнаружения химического загрязнения, не имеющего визуальных признаков, обычно требуются дополнительные инструменты, такие как EDX или масс-спектрометрия. Однако аномалии поверхности, вызванные загрязнением (например, изменение цвета или текстуры), могут быть выявлены и с помощью современных систем AOI.
Как часто необходимо проводить повторную калибровку систем автоматического оптического контроля?
Частота калибровки зависит от системы, интенсивности использования и стабильности окружающей среды. Большинство инструментов автоматического оптического контроля включают автоматизированные процедуры для ежедневной или сменной калибровки. Системы на основе искусственного интеллекта также могут самостоятельно корректировать незначительные отклонения, используя обратную связь от последующих инструментов проверки или подтверждения.
Какие типы данных необходимы для обучения системы AOI с использованием искусственного интеллекта?
Вам потребуется разнообразный набор изображений дефектов с разметкой, охватывающий различные этапы процесса и типы дефектов. Как правило, для начала достаточно 20–40 примеров на класс. Чем больше разнообразие по условиям освещения, материалам и инструментам, тем надежнее становится модель.
Можно ли использовать системы автоматического оптического контроля на основе ИИ в регулируемых средах, таких как автомобильные или аэрокосмические заводы?
Да. AI AOI может соответствовать требованиям законодательства, поддерживая журналы аудита, обеспечивая контроль версий моделей и документируя решения по классификации. Многие платформы предлагают безопасные, проверенные рабочие процессы, подходящие для регулируемых отраслей.
Заключение
Контроль качества полупроводниковых пластин с помощью оптического оптического контроля остается одним из важнейших этапов на производстве. Он позволяет выявлять частицы, перемычки, проблемы с плоскостностью и скрытые дефекты до того, как они приведут к снижению выхода годной продукции.
Однако по мере уменьшения размеров узлов и увеличения сложности 3D-моделей традиционные системы, основанные на правилах, сталкиваются с проблемой высокого уровня ложных срабатываний, жесткими алгоритмами и медленными циклами обратной связи.
Система автоматизированного оптического контроля (АОИ) с использованием искусственного интеллекта меняет ситуацию. Она повышает точность классификации, снижает количество ложных срабатываний, интегрируется с электронно-лучевым контролем и передает данные о дефектах непосредственно в системы виртуальной метрологии и автоматического управления качеством.
Инспекция перестаёт быть самостоятельным этапом контроля и становится частью системы управления производительностью.
Если вы оцениваете возможности модернизации системы автоматизированного оптического контроля (АОИ) пластин без замены существующего оборудования, узнайте, как наложения с использованием ИИ могут уменьшить количество ложных срабатываний, ускорить рост выхода годной продукции и усилить контроль технологического процесса.