


В последнее время всё большее значение приобретает информация, получаемая в цифровом формате при ведении технологических процессов в металлургическом производстве. Одним из ключевых источников данных для анализа и моделирования является видеопоток, обеспечивающий наиболее полное и достоверное представление о динамике технологического процесса. Видеозапись позволяет фиксировать изображения для последующего детального изучения.
Целью данного исследования являлось выявление общих черт информации, получаемой с помощью устройств, применяемых в системах оптического контроля качества поверхности стального проката. Авторами были получены и проанализированы данные о функционировании существующих систем сбора информации о качестве поверхности стальной полосы в цехах группы ПАО «ММК» г. Магнитогорск и листопрокатного цеха в г. Искендерун, Турция.
Анализ изображений, получаемых в условиях металлургического производства, сопряжен с рядом сложностей: запыленность воздуха, недостаточное освещение, высокая концентрация агрессивных веществ в окружающей среде, а также высокая скорость движения объекта наблюдения. Эти факторы необходимо учитывать специалистам при выборе аппаратного и программного обеспечения для систем контроля.
Несмотря на то, что проанализированные системы имеют разных производителей и были созданы в разное время, они демонстрируют схожее устройство, требуют обучения персонала и повышения достоверности получаемой информации. Все рассмотренные системы оптического контроля качества поверхности полосы характеризуются ложноположительными и ложноотрицательными срабатываниями при определении дефектов.
Помимо этой проблемы, существует трудность приобретения и пуско-наладки оборудования для оптического контроля, которое производится за пределами Российской Федерации.
Результаты данного исследования могут быть использованы для повышения точности оценки качества поверхности полосы и создания отечественных систем оптического контроля подобного класса.
Применение видеорегистрации в системах контроля качества
Технологии видеорегистрации широко применяются для оценки и контроля качества в различных сферах деятельности человека. В научной литературе [1] описано использование изображений, полученных с беспилотных летательных аппаратов, для оценки состояния опасных производственных объектов. В работах [2-3] демонстрируется применение цифровых фотографий для контроля технического состояния оборудования и обеспечения качества продукции на машинах непрерывного литья сортовых заготовок.
Распознавание изображений находит своё применение в системах автоматического определения автомобильных номеров и выявления нарушений правил дорожного движения [4-6]. Технология распознавания лиц используется для аутентификации и контроля доступа в различных системах безопасности [7]. Видеопотоки позволяют выявлять аномалии на промышленных предприятиях, такие как отсутствие средств индивидуальной защиты у персонала или доступ в запрещенные зоны [8-9].
Современные системы оптического контроля поверхности полосы: проблемы и перспективы
Настоящее время характеризуется широким применением систем оптического контроля поверхности полосы, основанных на анализе цифровых изображений, получаемых с сенсоров – модулей, включающих камеры для захвата изображения, системы освещения и охлаждения. Несмотря на схожее устройство, такие системы требуют трудоемкого процесса обучения перед началом работы.
Одним из ключевых вызовов является отсутствие унифицированной классификации дефектов на различных предприятиях. Это затрудняет, а порой делает невозможным, обмен обучающими данными между предприятиями, даже в случае использования аналогичных или различных версий систем. Специалисты предприятий тратят значительное время – от нескольких недель до нескольких лет – на обучение системы.
Важно отметить, что несмотря на длительный процесс обучения, предполагающий поиск изображений с дефектами и их ручное добавление в систему с указанием класса дефектов, современные системы оптического контроля по-прежнему демонстрируют ложноположительные и ложноотрицательные срабатывания, а также часто неправильно определяют класс дефекта.
Такие ошибки приводят к необходимости дополнительной проверки специалистами предприятия, уточнения классов дефектов или маркировки дефектов как ложных. При ложноотрицательных срабатываниях возможна отправка продукции потребителям несоответствующего качества, что влечет за собой рекламации и дополнительные расходы.
Целью данного исследования является усовершенствование методов оценки состояния и эволюции дефектов на стальной ленте. Это достигается путем унификации алгоритмов обработки изображений, обладающих сложной текстурой и содержащих объекты нерегулярной формы.
В рамках настоящего исследования проведен анализ функционирующих систем оптического контроля качества стальной ленты. Цель анализа – выявление общих характеристик получаемых результатов и повышение точности определения нарушений сплошности поверхности.
Модернизация системы оптического контроля на участке инспекции поверхности полосы
В листопрокатном цехе ПАО «ММК» на агрегате инспекции ЛПЦ-11 проведена замена устаревшей системы оптического контроля ISRA Parsytec на современную систему компании IMS. Данная модернизация обусловлена прекращением производства запасных частей для прежней версии оборудования производителем.
Условия эксплуатации участка, характеризующиеся повышенной вибрацией, агрессивной кислотной средой и присутствием пыли, приводили к выходу из строя отдельных компонентов устаревшей системы.
На рисунке 1 представлены основные аппаратные средства новой системы оптического контроля IMS.
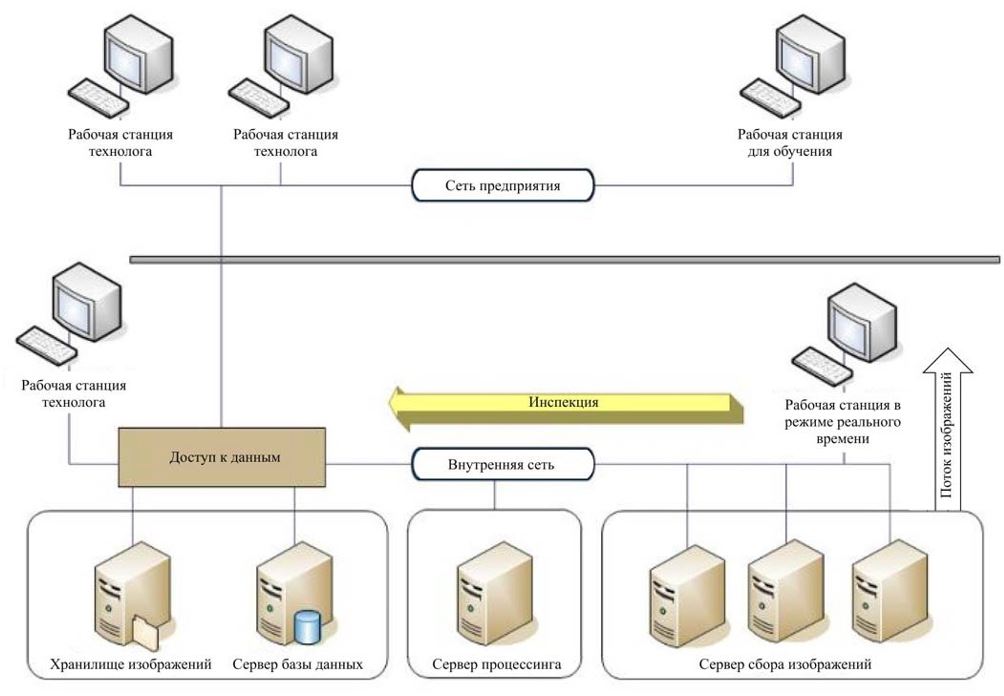

Рис. 1. Основные аппаратные средства IMS ЛПЦ-11. Участок инспекции
Алгоритм распознавания дефектов на IMS: краткое описание
Предлагаемый алгоритм реализует систему обнаружения дефектов на ленточном материале (IMS) посредством последовательного выполнения следующих этапов:
- Получение изображения: Два сенсора, расположенные перпендикулярно направлению движения ленты, фиксируют ее изображение с верхней и нижней сторон. Каждый сенсор оснащен тремя цифровыми линейными камерами и светодиодной подсветкой с водяным охлаждением.
- Сегментирование: Обработка полученных изображений для выделения участков, потенциально содержащих дефекты.
- Классификация: Определение типа дефекта на основе анализа характеристик выделенных участков.
- Архивирование: Сохранение информации о обнаруженных дефектах, включая тип, местоположение и изображение.
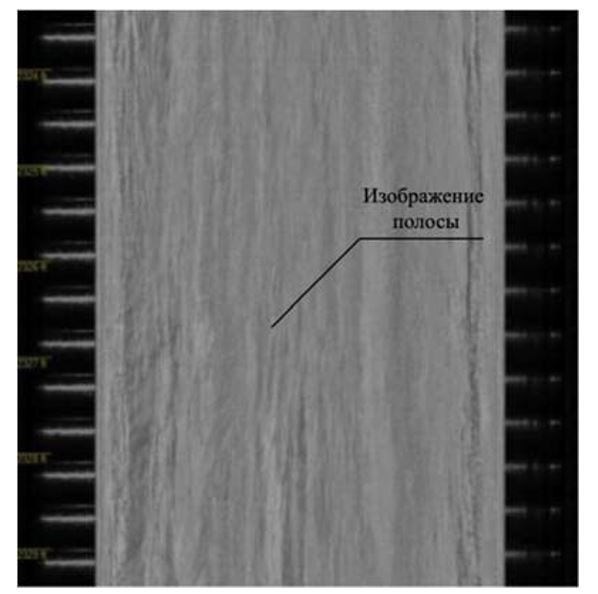

Рис. 2. Изображение с сенсора IMS
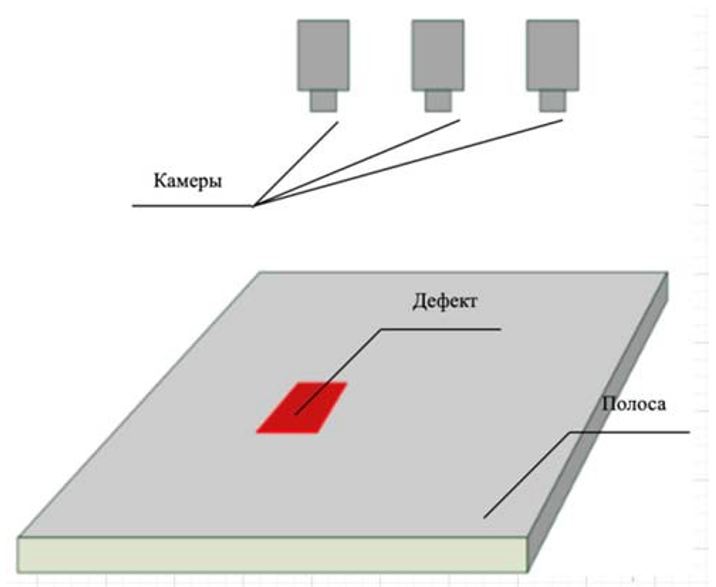

Рис. 3. Схема сенсора IMS
Вторым этапом обработки системой является процедура сегментирования, направленная на изоляцию дефекта от текстовой составляющей изображения. Для достижения этой цели первоначально производится идентификация фона изображения. После удаления фона из исходного изображения на полученной разностной картинке выделяются структуры, имеющие существенное значение для последующего анализа (см. рис. 5).


Рис. 4. Изображение сенсора IMS
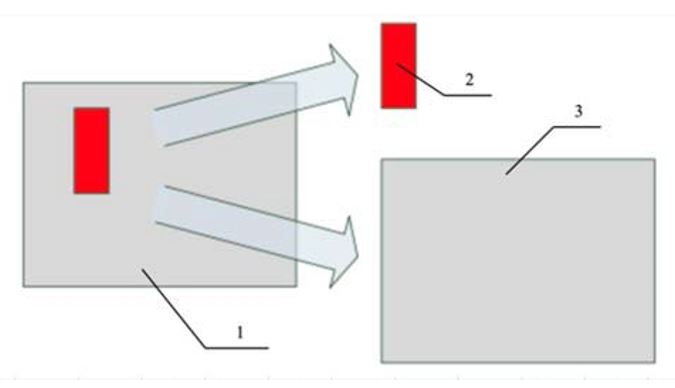

Рис. 5. Отделение изображения: 1 – область полосы; 2 – дефект; 3 – фон
Для выявления дефектов применяется многоуровневый метод анализа пороговых значений. Изображения разбиваются на перекрывающиеся фрагменты (плитки) одинакового размера. Каждый фрагмент анализируется независимо. Размер плиток и комбинации пороговых значений подбираются в зависимости от характеристик дефекта, применяясь как последовательно, так и параллельно.
Анализ проводится для нескольких значений яркости (градаций серого), которые оцениваются автономно. Фрагмент маркируется как потенциально дефектный, если хотя бы одно значение порога, взятое по модулю, превышено. Далее соседние фрагменты группируются в более крупный фрагмент. Примеры анализируемых фрагментов IMS представлены в таблицах 1 и 2.
В рассмотренном примере шесть пикселей демонстрируют разницу значений яркости более чем 10, что превышает установленный для данного фрагмента порог (4 пикселя). На основании этого делается вывод о необходимости маркировки фрагмента для последующей классификации.
Таблица 1. Пример анализируемой плитки IM
| Строка | Ряд n | Ряд n+1 | Ряд n+2 | Ряд n+3 |
| Строка m | 2 | 3 | 4 | 1 |
| Строка m+1 | 1 | 2 | 3 | 1 |
| Строка m+2 | 4 | 2 | 3 | 2 |
| Строка m+3 | -11 | 22 | 22 | 1 |
| Строка m+4 | -11 | 44 | 23 | 3 |
| Строка m+5 | -6 | -7 | -8 | 2 |
| Строка m+6 | 1 | 1 | 0 | 1 |
Таблица 2. Пример маркировки плитки IMS
| Характеристики | Количество | Количество | Количество |
| Различия значений серого | 5 | 10 | 25 |
| Пороговое значение | 12 | 4 | 2 |
| Встречаемость | 9 | 6 | 1 |
Для идентификации дефекта производится анализ всех ему принадлежащих пикселей. В результате этого анализа формируется вектор признаков (см. рис. 6), используемый для классификации дефекта. Сам классификатор предварительно обучен на представительной выборке данных.
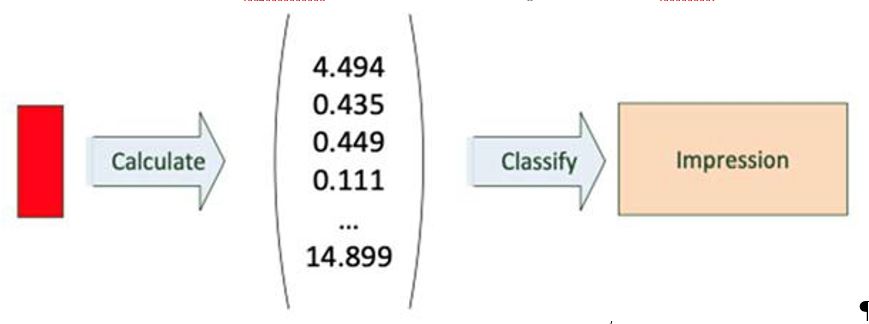

Рис. 6. Классификация на основе вектора признаков
Результат определения подсветки дефектов изображен на рис. 7.


Рис. 7. Подсвеченный дефект поверхности полосы: 1 – выделенный дефект
Финальным этапом процесса является процедура архивации данных, не подлежащих активному использованию в течение определённого интервала времени. Критерием выбора периода архивации служат технические параметры устройства хранения изображений.
Система оптического контроля ISRA Parsytec
Система успешно внедрена на производственных линиях ПАО «ММК». В частности, она установлена в Линейно-Прокатном комплексе №11 (ЛПЦ-11) на стане-тандеме, аппарате непрерывного горячего цинкования (АНГЦ), аппарате непрерывного отжига и горячего цинкования (АНОиГЦ). Кроме того, более новая модель системы используется в ЛПЦ «MMK Metalurji» в Турции на агрегате травления.
Структура системы представлена на рисунках 8 и 9.
Основными элементами системы являются:
- Сенсоры: Создают цифровые изображения поверхности полосы в виде двумерной матрицы значений яркости. Каждый сенсор состоит из нескольких камер, расположенных на различном расстоянии поперек направления движения полосы, для обеспечения полного покрытия ее ширины. Используются как матричные, так и линейные камеры. Для повышения качества съемки сенсоры оснащены подсветкой разного спектра – от видимого белого до инфракрасного.
- Распределительная коробка: Обеспечивает передачу данных от сенсоров к серверу контроля.
- Сервер контроля: Обрабатывает полученные данные и выявляет дефекты на поверхности полосы.
- Контрольный терминал: Позволяет оператору просматривать результаты анализа и принимать решения по дальнейшей обработке продукции.
Для поддержания стабильной работы сенсоров предусмотрена система кондиционирования воздуха.
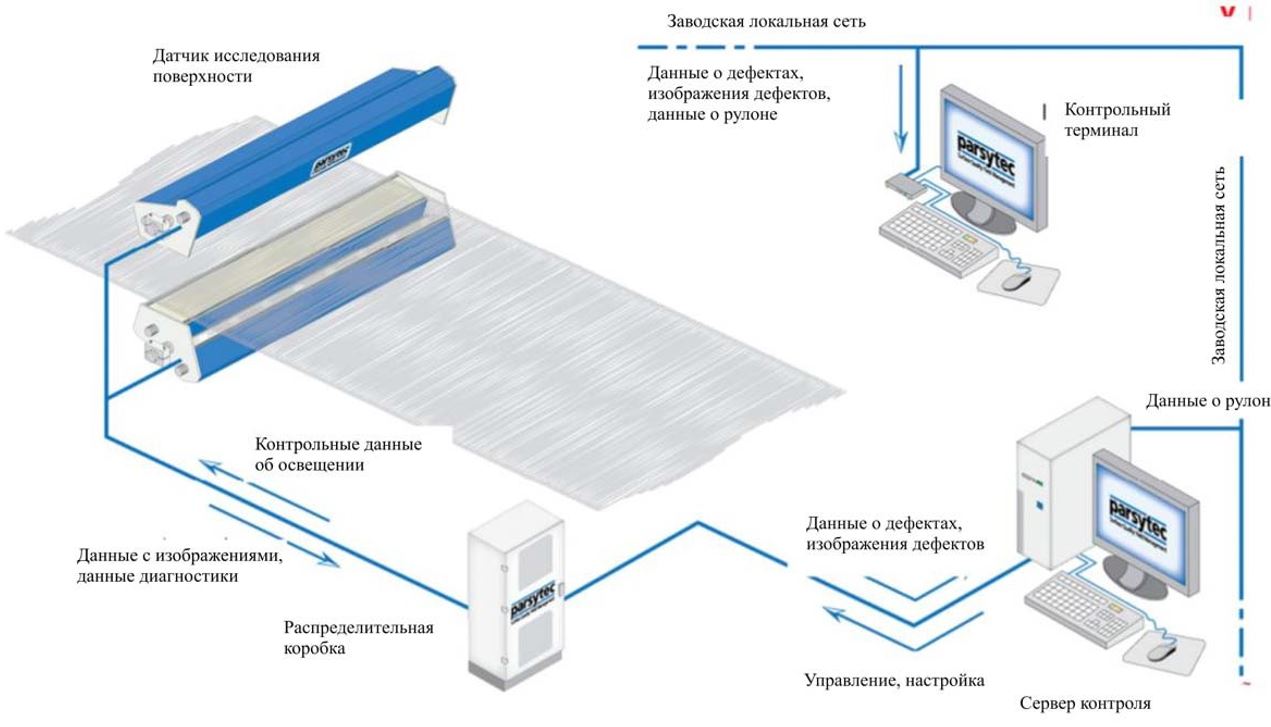

Рис. 8. Схема Parsytec ЛПЦ-11
Пример изображения в градациях серого, получаемого для анализа и классификации Parsytec представлен на рис. 10.


Рис. 9. Изображение сенсора Parsytec ЛПЦ-11


Рис. 10. Изображение с Parsytec ЛПЦ-11
Система анализирует изображение используя признаки и подсвечивает область наличия дефек- та на поверхности полосы, пример представлен на рис. 11.
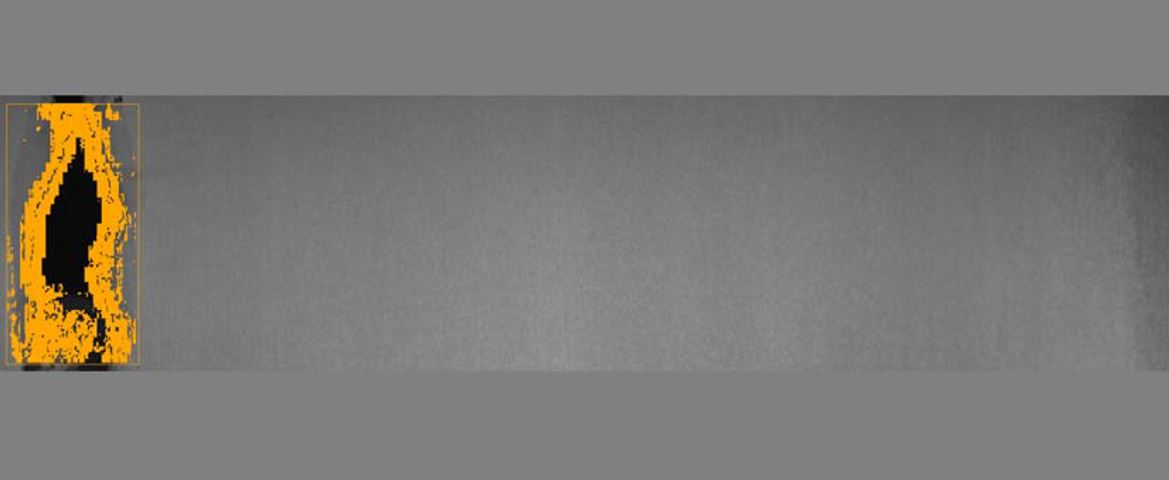

Рис. 11. Изображение с подсвеченным дефектом Parsytec ЛПЦ-11
Результаты. Сравнительный анализ сенсоров, используемых в системах Parsytec и IMS, при- веден в табл. 3.
Таблица 3. Характеристики подсветки сенсоров
| Система | Количество сенсоров | Угол подсветки, градус | Тип подсветки | Типы камер |
| IMS | 2, один сверху и один снизу | 0 | Красный свет | Линейные |
| Parsytec ЛПЦ-11 стан-тандем, MMK Metalurgy | 2, один сверху и один снизу | ~30 | Инфракрасный | Матричные |
| Parsytec ЛПЦ-11 стан-тандем АНГЦ и АНО- иГЦ | 4, два блока, у каждого один сверху и один снизу | ~30 | Ярко-белый свит у ли- нейного блока и инфракрасный матричного блока | Один блок матричные и один блок линейные |
Анализ результатов исследования систем неразрушающего контроля
В ходе изучения изображений, полученных с помощью систем IMS (Industrial Measurement Systems) на станциях Parsytec ЛПЦ-11 тандем MMK Metalurgy и Parsytec ЛПЦ-11 тандем АНГЦ и АНОиГЦ, были сделаны следующие выводы:
- Используемые изображения представляют собой цифровые растры в оттенках серого.
- Алгоритмы обработки изображений предусматривают предварительное выделение областей с потенциальными дефектами.
- Некоторые типы дефектов обладают сходной геометрией и внешним видом, что может потребовать дополнительного анализа топологии и ориентации дефекта для более точной классификации.
- Физическое устройство исследуемых систем демонстрирует определенную схожесть.
- Несмотря на использование различных алгоритмов и технических реализаций, все системы обладают недостаточной точностью и характеризуются сложным процессом ввода в эксплуатацию.
Заключение
Несмотря на разнообразие производителей систем оптического контроля поверхностей и разброс годов их производства, все системы основаны на анализе изображений, получаемых цифровыми камерами различных типов. Эти изображения представляют собой двумерные матрицы значений в градациях серого.
Все системы предусматривают создание справочника дефектов и обучение системы (создание классификатора) путем добавления большого количества релевантных изображений для каждого класса дефектов.
Однако, независимо от структуры и качества изображения, а также от физического устройства систем, их недостатком являются ложноотрицательные и ложноположительные определения дефектов, недостаточная точность их классификации и невозможность установки нового оборудования из-за ограничений поставки.
Для устранения этих недостатков авторы предлагают разработку универсальных алгоритмов классификации, которые позволят более точно определять и классифицировать дефекты по классам.
Список литературы
- Прикладная цифровая платформа для оценки динамики качества опасных производственных объектов на металлургическом предприятии: структура и алгоритмы / М.Ю. Наркевич, О.С. Логунова, М.Б. Аркулис [и др.] // Вестник Череповецкого государственного университета. № 5(110). С. 29-48. DOI 10.23859/1994-0637-2022-5-110-3. EDN ELUMKD.
- Организация автоматизированного рабочего места для оценки качества макроструктуры непрерывнолитых сортовых заготовок / О.С. Логунова, Х.Х. Нуров, В.В. Павлов, В.Г. Суспицын // Вест- ник Магнитогорского государственного технического университета им. Г.И. Носова. 2006. № 3(15). С. 51-55. EDN
- Логунова О.С., Парсункин Б.Н., Суспицын В.Г. Автоматизированная оценка качества непре- рывнолитой заготовки // Сталь. № 12. С. 101-104. EDN QUAOZJ.
- Обухов А.В., Ляшева С.А., Шлеймович М.П. Методы автоматического распознавания авто- мобильных номеров // Вестник Чувашского университета. № 3. С. 201-208.
- Автоматическое распознавание автомобильных номеров / А.П. Кирпичников, С.А.Ляшева, А.В. Обухов, М.П. Шлеймович // Вестник технологического университета. Т.18. №4.
- Распознавание образов транспортных средств на основе эвристических данных и машинного обучения / В.В. Мокшин, И.Р. Сайфудинов, А.П. Кирпичников, Л.М. Шарнин // Вестник технологическо- го университета. Т.19. №5.
- Особенности использования технологии распознавания лиц через камеру при аутентифика- ции в системах контроля и управления доступом / К.М. Рытов, М.Ю. Горлов, А.П. Лысов, Д.А. Лысова // Информационная безопасность и защита персональных данных. Проблемы и пути их решения: материа- лы XI Межрегиональной научно-практической конференции. [Электронный ресурс] URL: https://www.tu– bryansk.ru/upload/medialibrary/f61/Konf_IBpdf#page=163 (дата обращения: 01.12.2022).
- Щербаков Д.В., Шлеймович М.П. Контроль техники безопасности производственных рабо- чих на основе анализа изображений // Новые технологии, материалы и оборудование российской авиа- космической отрасли-АКТО. С. 319-323.
- Анищенко И.В., Кузнецов Е.П. Разработка системы распознавания нарушений на КВО // Мир в эпоху глобализации экономики и правовой сферы: роль биотехнологий и цифровых технологий. Сборник научных статей по итогам IX международной научно-практической конференции. М.,
- Егорова Л.Г., Гарбар Е.А., Николаев А.А. Системы распознавания изображений в потоке // Математическое и программное обеспечение систем в промышленной и социальной сферах. №7(1). С. 42-43.
Авторы оргинальной статьи: Логунова Оксана Сергеевна, д-р техн. наук, профессор, Маркевич Артем Валерьевич, канд. техн. наук, доцент, Гарбар Евгений Александрович, доцент